Техника - молодёжи 1946-01, страница 12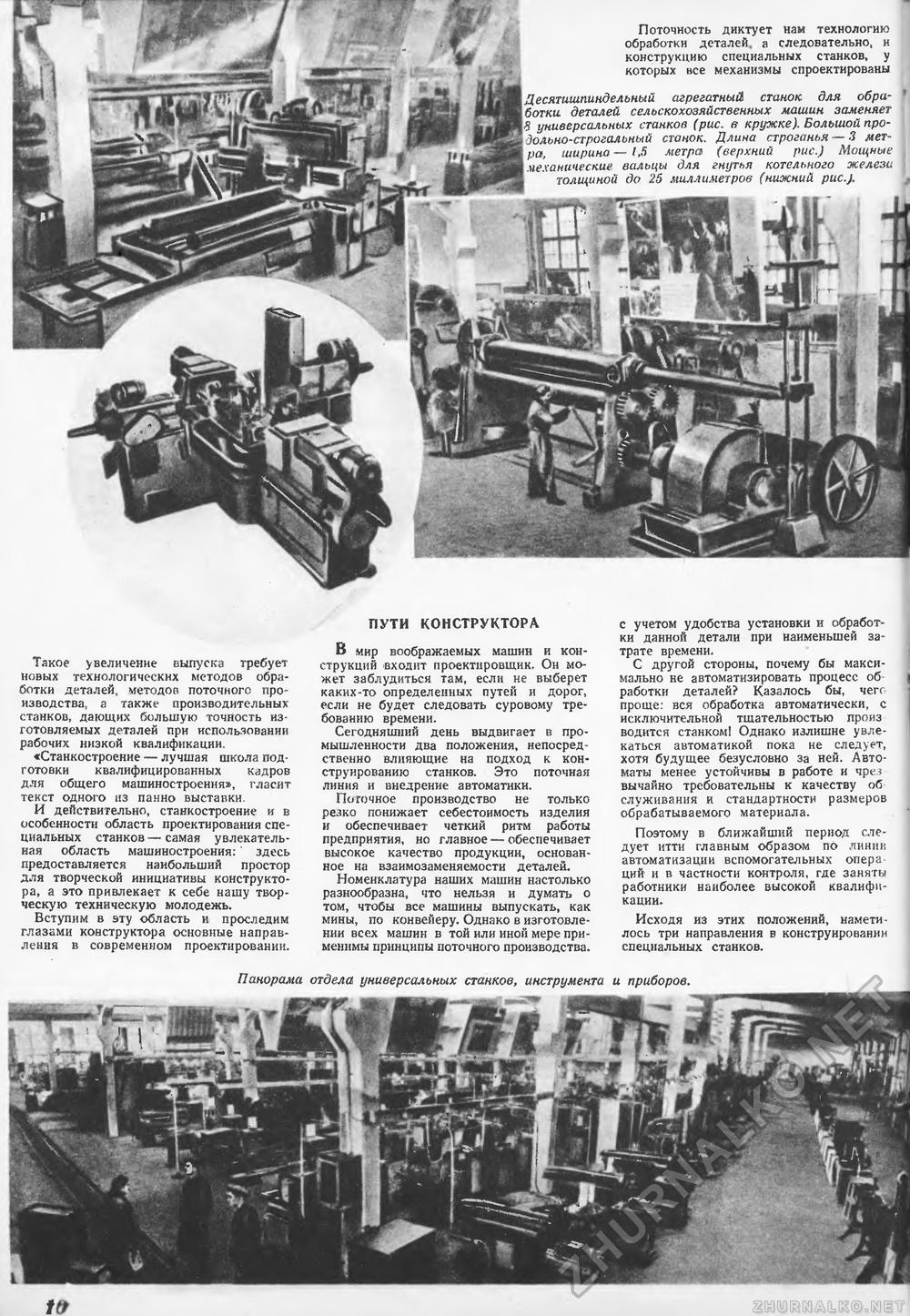
Поточность диктует нам технологию обработки деталей, а следовательно, и конструкцию специальных станков, у которых все механизмы спроектированы Десятшипиндельный агрегатный станок для обработки деталей сельскохозяйственных машин заменяет 8 универсальных станков (рис. в кружке). Большой продольно-строгальный станок\ Длина строганья — 3 метра, ширина — /,.5 метра (верхний рис.) Мощные механические вальцы для гнутья котельного железа толщиной до 25 миллиметров (нижний рис.). Такое увеличение выпуска требует новых технологических методов обработки деталей, методов поточного производства, а также производительных станков, дающих большую точность изготовляемых деталей при использовании рабочих низкой квалификации. «Станкостроение — лучшая школа подготовки квалифицированных кадров для общего машиностроения», гласит текст одного из панно выставки. И действительно, станкостроение и в особенности область проектирования специальных станков — самая увлекательная область машиностроения: здесь предоставляется наибольший простор для творческой инициативы конструктора, а это привлекает к себе нашу творческую техническую молодежь. Вступим в эту область и проследим глазами конструктора основные направления в современном проектировании. ПУТИ КОНСТРУКТОРА В мир воображаемых машин и конструкций входит проектировщик. Он может заблудиться там, если не выберет каких-то определенных путей и дорог, если не будет следовать суровому требованию времени. Сегодняшний день выдвигает в промышленности два положения, непосредственно влияющие на подход к конструированию станков. Это поточная линия и внедрение автоматики. Поточное производство не только резко понижает себестоимость изделия и обеспечивает четкий ритм работы предприятия, но главное — обеспечивает высокое качество продукции, основанное на взаимозаменяемости деталей. Номенклатура наших машин настолько разнообразна, что нельзя и думать о том, чтобы все машины выпускать, как мины, по конвейеру. Однако в изготовлении всех машин в той или иной мере применимы принципы поточного производства. с учетом удобства установки и обработки данной детали при наименьшей затрате времени. С другой стороны, почему бы максимально не автоматизировать процесс об- [ работки деталей? Казалось бы, чегг проще: вся обработка автоматически, с исключительной тщательностью произ водится станком! Однако излишне увлекаться автоматикой пока не следует, хотя будущее безусловно за ней. Авто* маты менее устойчивы в работе и чрез вычайно требовательны к качеству обслуживания и стандартности размеров обрабатываемого материала. Поэтому в ближайший период следует итти главным образом по линии автоматизации вспомогательных операций и в частности контроля, где заняты работники наиболее высокой квалификации. Исходя из этих положений, наметилось три направления в конструировании специальных станков. Панорама отдела универсальных станков9 инструмента и приборов. tt> |








