Техника - молодёжи 1946-01, страница 13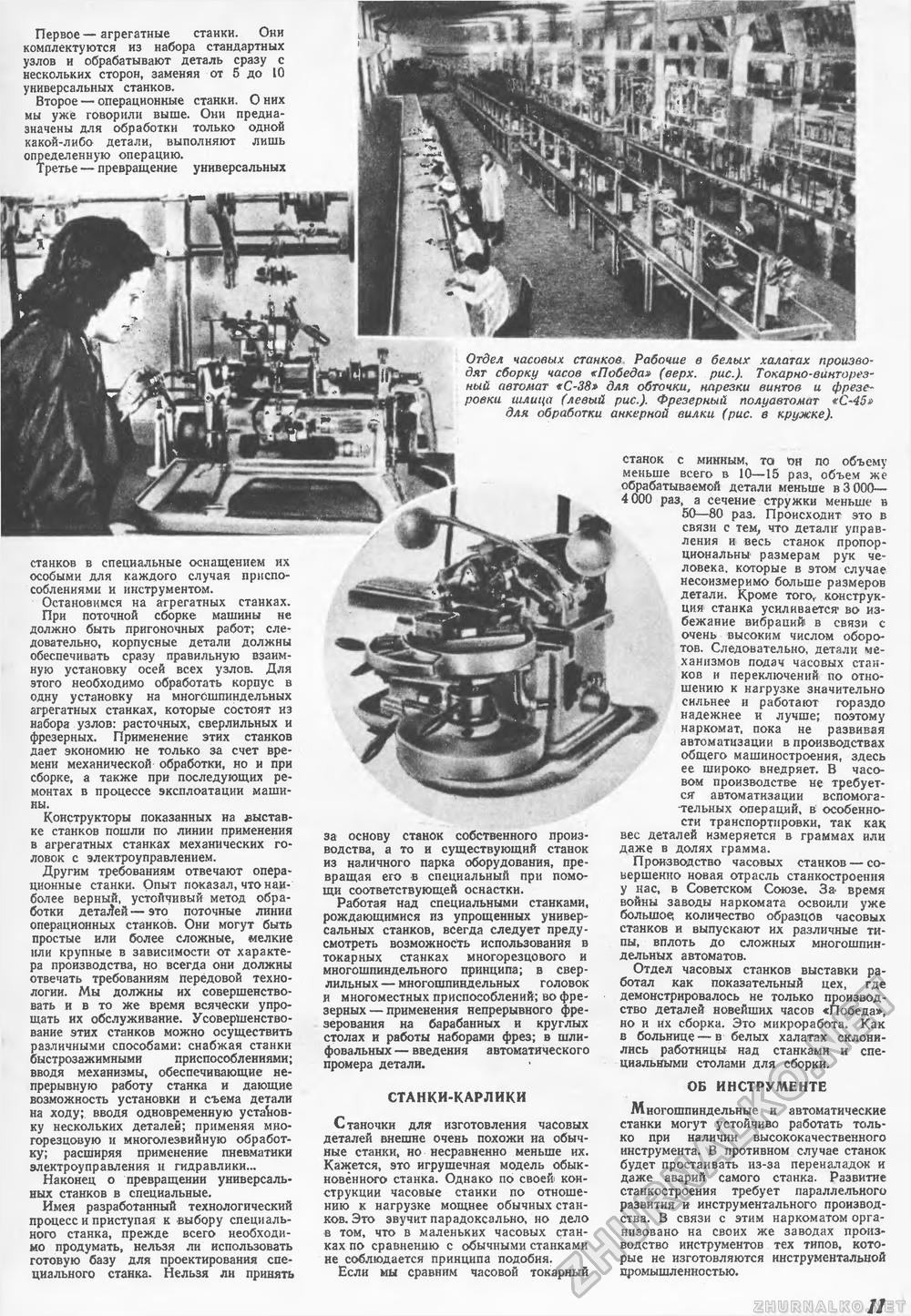
Первое — агрегатные станки. Они комплектуются из набора стандартных узлов и обрабатывают деталь сразу с нескольких сторон, заменяя от 5 до 10 универсальных станков. Второе — операционные станки. О них мы уже говорили выше. Они предназначены для обработки только одной какой-либо детали, выполняют лишь определенную операцию. Третье — превращение универсальных станков в специальные оснащением их особыми для каждого случая приспособлениями и инструментом. Остановимся на агрегатных станках. При поточной сборке машины не должно быть пригоночных работ; следовательно, корпусные детали должны обеспечивать сразу правильную взаимную установку осей всех узлов. Для этого необходимо обработать корпус в одну установку на многошпиндельных агрегатных станках, которые состоят нз набора узлов: расточных, сверлильных и фрезерных. Применение этих станков дает экономию не только за счет времени механической обработки, но и при сборке, а также при последующих ремонтах в процессе эксплоатации машины. Конструкторы показанных на выставке станков пошли по линии применения в агрегатных станках механических головок с электроуправлением. Другим требованиям отвечают операционные станки. Опыт показал, что наиболее верный, устойчивый метод обработки деталей — это поточные линии операционных станков. Они могут быть простые или более сложные, мелкие или крупные в зависимости от характера производства, но всегда они должны отвечать требованиям Передовой технологии. Мы должны их совершенствовать и в то же время всячески упрощать их обслуживание. Усовершенствование этих станков можно осуществить различными способами: снабжая станки быстрозажимными приспособлениями; вводя механизмы, обеспечивающие непрерывную работу станка и дающие возможность установки и съема детали на ходу; вводя одновременную установку нескольких деталей; применяя многорезцовую и многолезвийную обработку; расширяя применение пневматики злектроуправления и гидравлики... Наконец о превращении универсальных станков в специальные. Имея разработанный технологический процесс и приступая к выбору специального станка, прежде всего необходимо продумать, нельзя ли использовать готовую базу для проектирования специального станка. Нельзя ли принять за основу станок собственного производства, а то и существующий станок из наличного парка оборудования, превращая его в специальный при помощи соответствующей оснастки. Работая над специальными станками, рождающимися из упрощенных универсальных станков, всегда следует предусмотреть возможность использования в токарных станках многорезцового и многошпиндельного принципа; в сверлильных — многошпиндельных головок и многоместных приспособлений; во фрезерных— применения непрерывного фрезерования на барабанных и круглых столах и работы наборами фрез; в шлифовальных — введения автоматического промера детали, СТАНКИ-КАРЛИКИ Станочки длят изготовления часовых деталей внешне очень похожи на обычные станки, но несравненно меньше их. Кажется, это игрушечная модель обыкновенного станка. Однако по своей конструкции часовые станки по отношению к нагрузке мощнее обычных станков. Это звучит парадоксально, но дело в том, что в маленьких часовых станках по сравнению с обычными станками не соблюдается принципа подобия. Если мы сравним часовой токарный Отдел часовых станков Рабочие в белых халатах производят сборку часов *Победа» (верх. рис.). Токарно-винторез-ный автомат «С-38» для обточки, нарезки винтов и фрезеровки шлица (левый рис.). Фрезерный полуавтомат «С-45» для обработки анкерной вилки (рис. в кружке). станок с минным, та он по объему меньше всего в 10-—15 раз, объем же обрабатываемой детали меньше в 3 000— 4000 раз, а сечение стружки меньше в 50—80 раз. Происходит это в связи с тем, что детали управления и весь станок пропорциональны размерам рук человека, которые в этом случае несоизмеримо больше размеров детали. Кроме того, конструкция станка усиливается' во избежание вибраций в связи с очень высоким числом оборотов. Следовательно, детали механизмов подач часовых станков и переключений по отношению к нагрузке значительно сильнее и работают гораздо надежнее и лучше; поэтому наркомат, пока не развивая автоматизации в производствах общего машиностроения, здесь ее широко внедряет. В часовом производства не требуется автоматизации вспомогательных операций, в особенности транспортировки, так как вес деталей измеряется в граммах или даже в долях грамма. Производство часовых станков — совершенно новая отрасль станкостроения у нас, в Советском Союзе. За- время войны заводы наркомата освоили уже большое, количество образцов часовых станков и выпускают их различные типы, вплоть до сложных многошпиндельных автоматов. Отдел часовых станков выставки работал как показательный цех, где демонстрировалось не только производство деталей новейших часов «Победа», но и их сборка. Это микроработа. Как в больнице—в белых халатах склонились работницы над станками и специальными столами для сборки. ОБ ИНСТРУМЕНТЕ Многошпиндельные и автоматические станки могут устойчиво работать только при наличии высококачественного инструмента. В противном случае станок будет простаивать из-за переналадок и даже аварий самого станка. Развитие станкостроения требует параллельного развития и инструментального производства. В связи с этим наркоматом организовано на своих же заводах производство инструментов тех типов, которые не изготовляются инструментальной промышленностью. // |








