Техника - молодёжи 1949-09, страница 10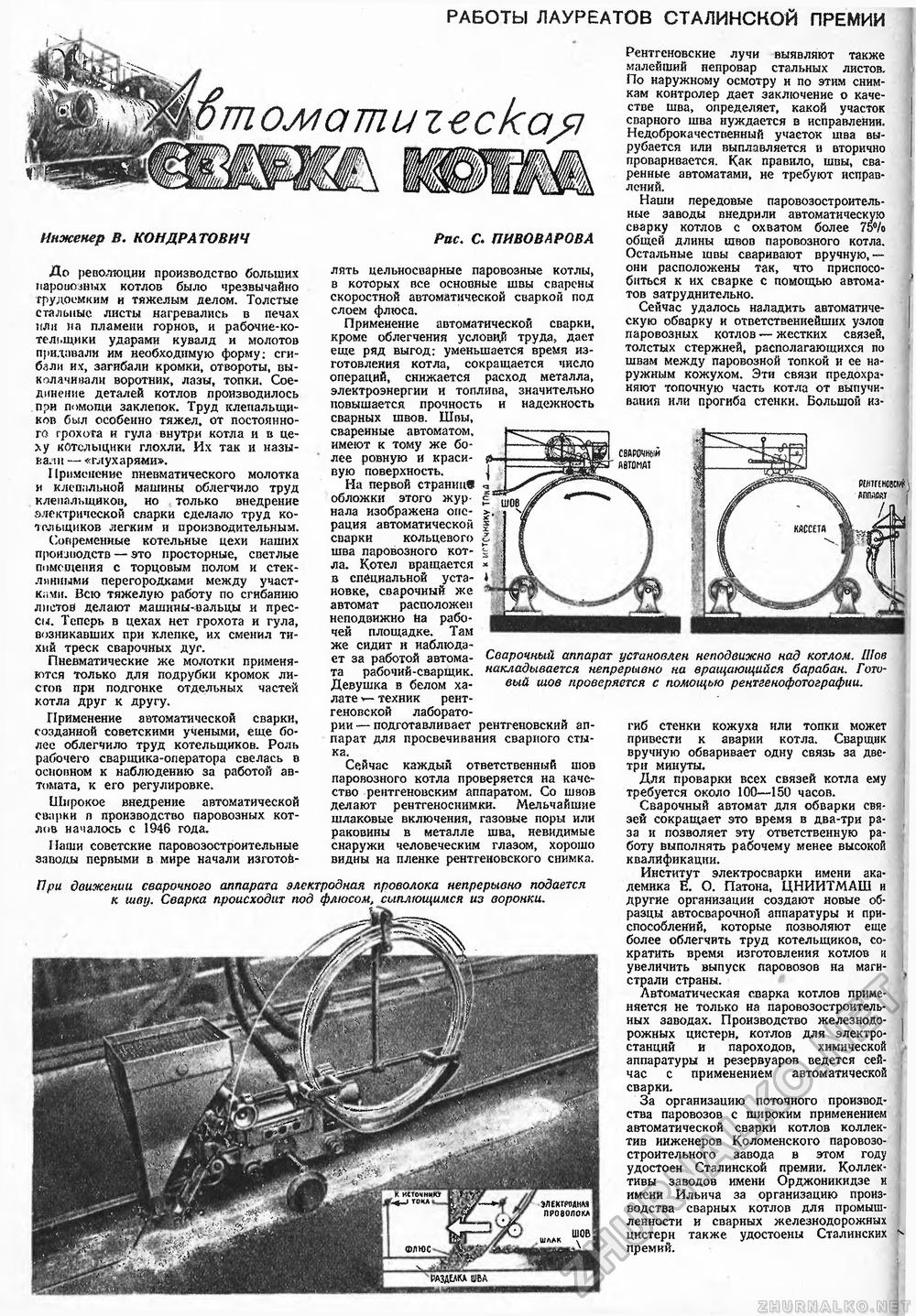
РАБОТЫ ЛАУРЕАТОВ СТАЛИНСКОЙ ПРЕМИИк источнику ФЛЮС РАЗДЕЛКА ШВА ртожютпиг-еска^я Инженер В. КОНДРАТОВИЧ До революции производство больших паровозных котлов было чрезвычайно трудоемким и тяжелым делом. Толстые стальные листы нагревались в печах или на пламени горнов, и рабочие-ко-тельщмки ударами кувалд и молотов придавали им необходимую форму; сгибали их, загибали кромки, отвороты, вы-колачинали воротник, лазы, топки. Соединение деталей котлов производилось при помощи заклепок. Труд клепальщиков был особенно тяжел, от постоянного грохота и гула внутри котла и в цеху котельщики глохли. Их так и называли — «глухарями». I[римснение пневматического молотка и клепальной машины облегчило труд клепальщиков, но только внедрение электрической сварки сделало труд котельщиков легким и производительным. Современные котельные цехи наших производствэто просторные, светлые помещения с торцовым полом и стеклянными перегородками между участками. Всю тяжелую работу по сгибанию листов! делают машины-вальцы и прессы. Теперь в цехах нет грохота и гула, возникавших при клепке, их сменил тихий треск сварочных дуг. Пневматические же молотки применяются только для подрубки кромок листов при подгонке отдельных частей котла друг к другу. Применение автоматической сварки, созданной советскими учеными, еще более облегчило труд котельщиков. Роль рабочего сварщика-оператора свелась в основном к наблюдению за работой автомата, к его регулировке. Широкое внедрение автоматической сварки п производство паровозных котлов началось с 1946 года. Паши советские паровозостроительные заводы первыми в мире начали изготой- При движении сварочного аппарата электродная проволока непрерывно подается к шву. Сварка происходит под флюсом, сыплющимся из воронки. ЭЛЕКТРОДНАЯ I ПР080ЛСКА I ШОВ 2 Рас. С* ПИВОВАРОВ А лять цельносварные паровозные котлы, в которых все основные швы сварены скоростной автоматической сваркой под слоем флюса. Применение автоматической сварки, кроме облегчения условцй труда, дает еще ряд выгод: уменьшается время изготовления котла, сокращается число операций, снижается расход металла, электроэнергии и топлива, значительно повышается прочность и надежность сварных швов. Швы, сваренные автоматом, имеют к тому же более ровную и красивую поверхность. На первой странице обложки этого журнала изображена операция автоматической сварки кольцевого шва паровозного котла. Котел вращается в специальной установке, сварочный же автомат расположен неподвижно На рабочей площадке. Там же сидит и наблюдает за работой автомата рабочий-сварщик. Девушка в белом халате V— техник рентгеновской лаборатории—подготавливает рентгеновский аппарат для просвечивания сварного стыка. Сейчас каждый ответственный шов паровозного котла проверяется на качество рентгеновским аппаратом. Со швов делают рентгеноснимки. Мельчайшие шлаковые включения, газовые поры или раковины в металле шва, невидимые снаружи человеческим глазом, хорошо видны на пленке рентгеновского снимка. шов Сварочный аппарат установлен неподвижно над котлом. Шов накладывается непрерывно на вращающийся барабан. Готовый шов проверяется с помощью рентгенофотографии. гиб стенки кожуха или топки может привести к аварии котла. Сварщик вручную обваривает одну связь за две-три минуты. Для проварки всех связей котла ему требуется около 100—150 часов. Сварочный автомат для обварки связей сокращает это время в два-три раза и позволяет эту ответственную работу выполнять рабочему менее высокой квалификации. Институт электросварки имени академика Е. О. Патона, ЦНИИТМАШ и другие организации создают новые образцы автосварочной аппаратуры и приспособлений, которые позволяют еще более облегчить труд котельщиков, сократить время изготовления котлов к увеличить выпуск паровозов на магистрали страны. Автоматическая сварка котлов приме» няется не только на паровозостроительных заводах. Производство железнодорожных цистерн, котлов для электростанций и пароходов, химической аппаратуры и резервуаров ведется сейчас с применением автоматической сварки. За организацию поточного производства паровозов с широким применением автоматической сварки котлов коллектив инженеров Коломенского паровозостроительного завода в этом году удостоен Сталинской премии. Коллективы заводов имени Орджоникидзе н имени Ильича за организацию производства сварных котлов для промышленности и сварных железнодорожных цистерн также удостоены Сталинских 4 премий. Рентгеновские лучи выявляют также малейший пепровар стальных листов. По наружному осмотру и по этим снимкам контролер дает заключение о качестве шва, определяет, какой участок сварного шва нуждается в исправлении. Недоброкачественный участок шва вырубается или выплавляется и вторично проваривается. Как правило, швы, сваренные автоматами, не требуют исправлений. Наши передовые паровозостроительные заводы внедрили автоматическую сварку котлов с охватом более 75% общей длины швов паровозного котла. Остальные швы сваривают вручную,— они расположены так, что приспособиться к их сварке с помощью автома- ' тов затруднительно. Сейчас удалось наладить автоматическую обварку и ответственнейших узлов паровозных котлов — жестких связей, толстых стержней, располагающихся по швам между паровозной топкой и се наружным кожухом. Эти связи предохраняют топочную часть котла от выпучивания или прогиба стенки. Большой из- СВАРОЧВДЙ A8TMI РШГ£Н08С1$ ДП1ШГ |








