Техника - молодёжи 1951-06, страница 29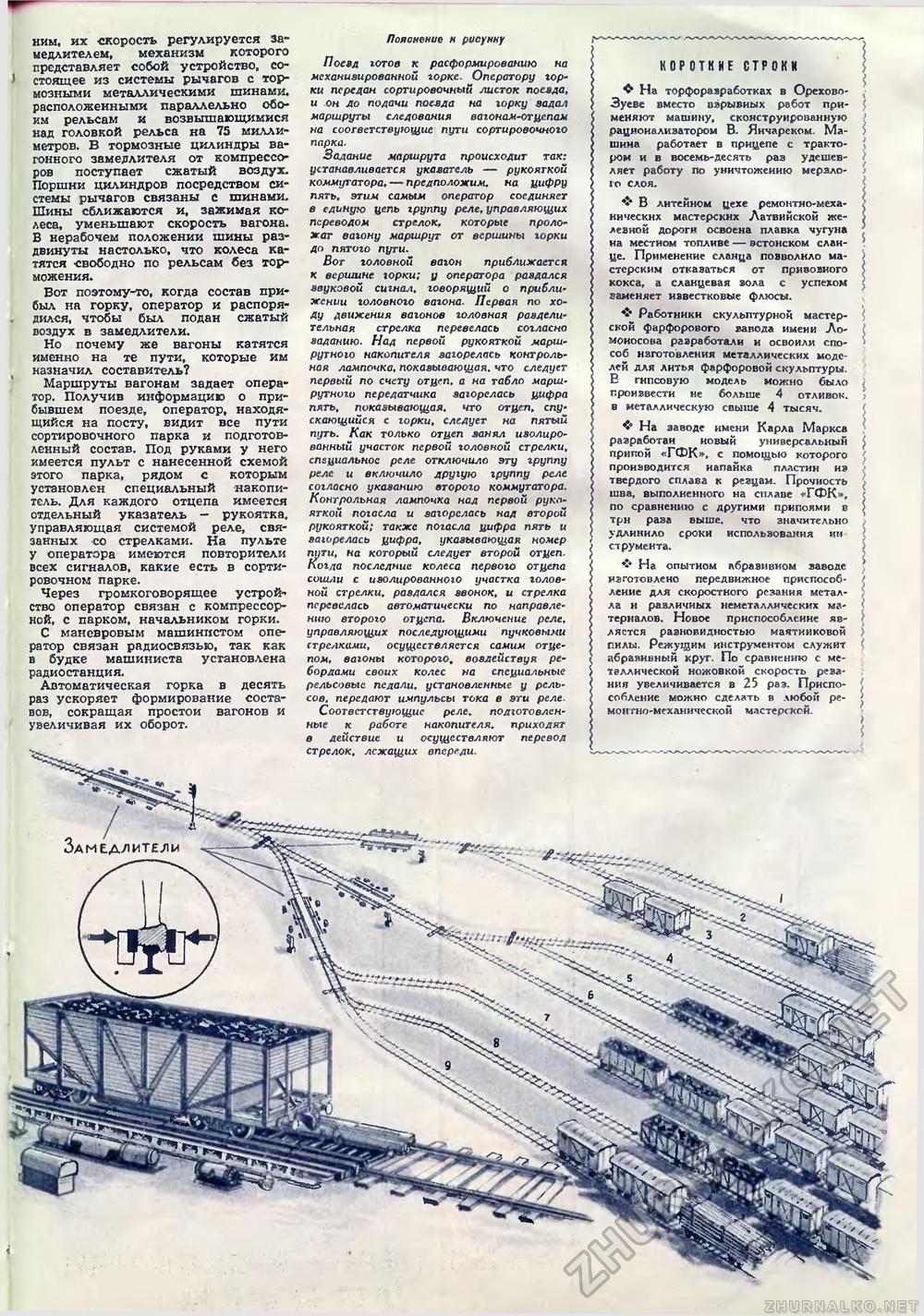
ним, их скорость регулируется замедлителем, механизм которого представляет собой устройство, состоящее из системы рычагов с тормозными металлическими шинами, расположенными параллельно обоим рельсам и возвышающимися над головкой рельса на 75 миллиметров. В тормозные цилиндры вагонного замедлителя от компрессоров поступает сжатый воздух. Поршни цилиндров посредством системы рычагов связаны с шинами. Шины сближаются и, зажимая колеса, уменьшают скорость вагона. В нерабочем положении шины раздвинуты настолько, что колеса катятся -свободно по рельсам без торможения. Вот поэтому-то, когда состав прибыл на горку, оператор и распорядился, чтобы был подан сжатый воздух в замедлители. Но почему же вагоны катятся именно на те пути, которые им назначил составитель? Маршруты вагонам задает оператор. Получив информацию о прибывшем поезде, оператор, находящийся на посту, видит все пути сортировочного парка и подготовленный состав. Под руками у него имеется пульт с нанесенной схемой этого парка, рядом с которым установлен специальный накопитель. Для каждого отцепа имеется отдельный указатель — рукоятка, управляющая системой реле, связанных со стрелками. На пульте у оператора имеются повторители всех сигналов, какие есть в сортировочном парке. Через громкоговорящее устройство оператор связан с компрессорной, с парком, начальником горки. С маневровым машинистом оператор связан радиосвязью, так как в будке машиниста установлена радиостанция. Автоматическая горка в десять раз ускоряет формирование составов, сокращая простои вагонов и увеличивая их оборот. Пояснение н рисунку Поезд готов к расформированию на механизированной горке. Оператору горки передан сортировочный листок поезда, и он до подачи поезда на горку задал маршруты следования вагонам-отцепам на соответствующие пути сортировочного парка. Задание маршрута происходит так: устанавливается указатель — рукояткой коммутатора, — предположим, на циФРУ пять, этим самым оператор соединяет в единую цепь группу реле, управляющих переводом стрелок, которые проложат вагону маршрут от вершины горки до пятого пути. Вот головной вагон приближается к вершине горки; у оператора раздался звуковой сигнал, говорящий о приближении головного вагона. Первая по ходу движения вагонов головная разделительная стрелка перевелась согласно заданию. Над первой рукояткой маршрутного накопителя загорелась контрольная лампочка, показывающая, что следует первый по счету отцеп, а на табло маршрутного передатчика загорелась цифра пять, показывающая, что отцеп, спускающийся с горки, следует на пятый путь. Как только отцеп занял изолированный участок первой головной стрелки, специальное реле отключил о эту группу реле и включило другую группу реле согласно указанию второго коммутатора. Контрольная лампочка над первой рукояткой погасла и загорелась над второй рукояткой; также погасла цифра пять и загорелась цифра, указывающая номер пути, на который следует второй отцеп. Когда последние колеса первого отцепа сошли с изолированного участка головной стрелки, раздался звонок, и стрелка перевелась автоматически по направлению второго отцепа. Включение реле, управляющих последующими пучковыми стрелками, осуществляется самим отцепом, вагоны которого, воздействуя ребордами своих колес на специальные рельсовые педали, установленные у рельсов. передают импульсы тока в зги реле Соответствующие реле. подготовленные к работе накопителя, приходят в действие и осуществляют перевод стрелок, лежащих впереди. КОРОТКИЕ СТРОКИ На торфоразработках в Орехово-Зуеве вместо взрывных работ применяют машину, сконструированную рационализатором В. Янчареком. Машина работает в прицепе с трактором и в восемь-десять раз удешевляет работу по уничтожению мерзлого слоя. •I* В литейном цехе ремонтно-меха-кическнх мастерских Латвийской железной дороги освоена плавка чугуна на местном топливе — эстонском сланце. Применение сланца повволнло мастерским отказаться от привозного кокса, а сланцевая гола с успехом заменяет известковые флюсы. Работники скульптурной мастерской фарфорового завода имени Ломоносова разработали и освоили способ изготовления металлических моделей для литья фарфоровой скульптуры. В гипсовую модель можно было произвести не больше 4 отливок, в металлическую свыше 4 тысяч. Ф На заводе имени Карла Маркса разработан новый универсальный припой «ГФК». с помощью которого производится иапанка пластин из твердого сплава к резцам. Прочность шва, выполненного на сплаве <ТФК», по сравнению с другими припоями в трн рава выше. что значительно удлинило сроки использования ин стру мента. На опытном абразивном заводе изготовлено передвижное приспособление для скоростного резания металла н различных неметаллических материалов. Новое приспособление является разновидностью маятниковой г.нлы. Режущим инструментом служит абразивный круг. По сравнению с ме-5 таллической ножовкой скорость реза-' ния увеличивается в 25 раз. Приспособление можно сделать в \юбой ре-J монтно-механической мастерской. / Замедлители |








