Техника - молодёжи 1952-01, страница 10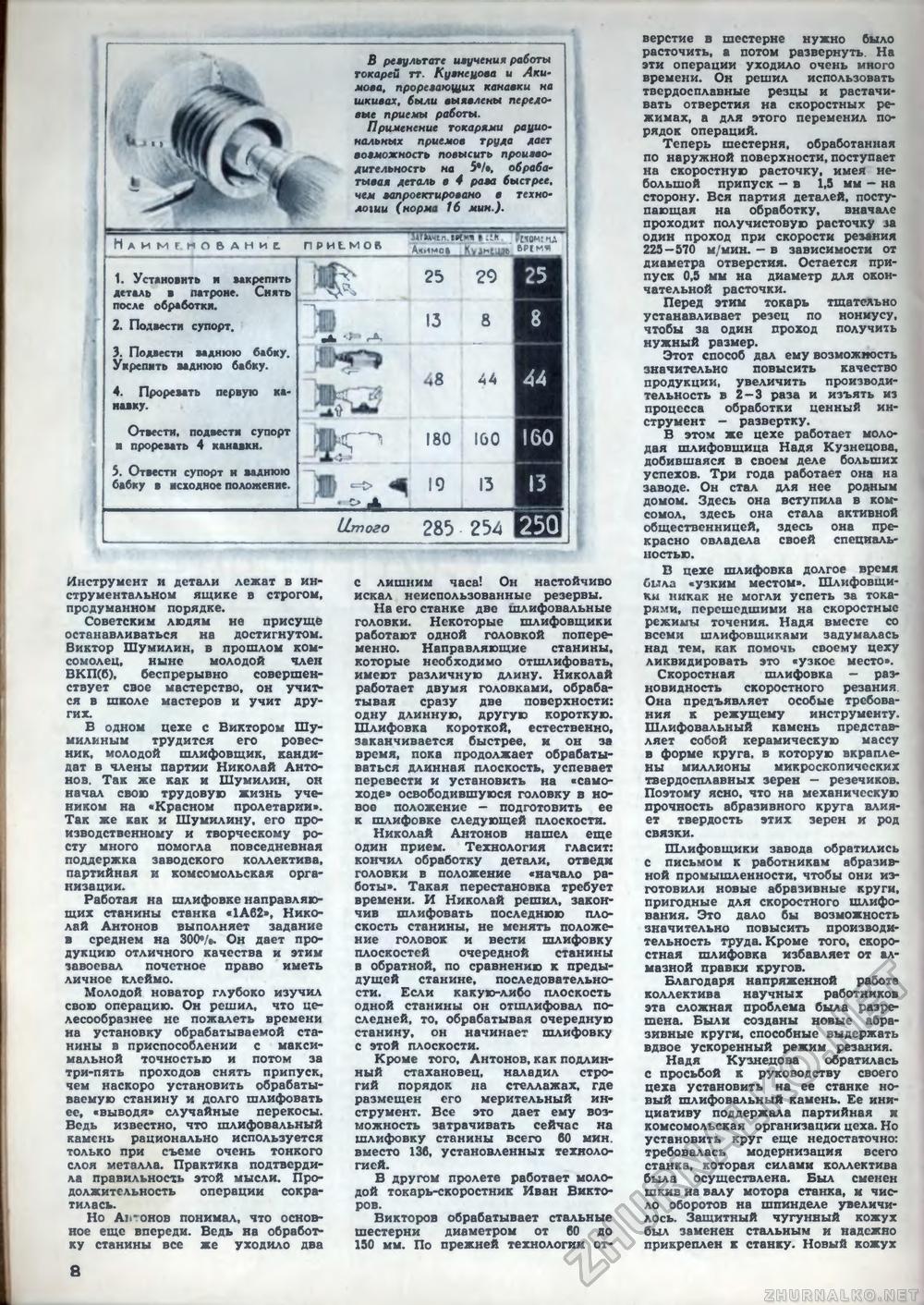
В релультит изучения раб гы го карей тт Кузнецова и Акимова, прирезающих к шавки на шкивах, были выявлены передовые приемы работы. Применение токлрями рациональных приемов трида дает возможность повысить проиыо-дительность на 5*/». обрабатывая деталь ■ 4 рала быстрее, чем запроектированv г техно-aoiuu (норма 16 мин.). Наиммованиь п р и f_ м о r 1. Установить и мкрепить деталь в патроне. Снчть пс с ле обработки 2 Подает;1 супорт, 3 Под«гсти мднюю б»бку. Укрепить "мднюю бпбку. 4. Проремть HUKV первую м- Отвеян, подпести супорт в про ре жать 4 канавы*. 5. Отвести супорт и а допою бабку в исходно* положение. iwm tut - i » к :хом? тд Акимов Kvintja» 25 13 20 8 .3 44 ISO 100 19 13 Unoso 285 2ЪД 250 Инструмент и детали лежат в инструментальном ящике в строгом, продуманном порядке. Советским людям не присуще останавливаться на достигнутое. Виктор Шумилин, в прошлом комсомолец, нине молодой член ВКП(б), б^спрсры! 1но совершенствует свое мастерство, он учится в школе иасторов и учит других. В одном цехе с Виктором Шумилиным трудится его ровесник, молодой шлифовщик, панди-дат в члены партии Николай Антонов. Тик же как и Шумилин» он Н1чал свою трудовую жизнь учеником ни «Красном пролетарии». Т«к же как и Шумилину, его производственного и творческому росту много помогла повседневная поддержка заводского коллектива, партийная г комсомольская организации. Работия на шлифовке направляющих станины станка «1А62», Николай Антонов выполняет заданиг в среднем на 300*/». Он дает продукцию отличного качества и этим завоевал почетное право иметь личное клеймо. Молодой новатор глубоко изучил свою операцию. Он решил, что целесообразнее не пожалеть времени на установку обрабатываемой станины п приспособлении с максимальной точностью и потом за три-пять проходов снять припуск, чем нискоро установить обрабаты-ваогую станину и долго шлифовать ее, «выводя» случайные перекосы. Ведь известно, что шлифовальный капень рационально используется только при сьеме очень тонкого слоя металла. Практика подтвердила прпвильнооть этой мысли. Продолжительность операции сократилась. Но Ан-оно*) понимал, что основное еще впереди. Ведь на обработ* ку станины все же угодило два с лишним часа! Он настойчиво иа;ал неиспользованные резервы. На его станке две шлифовальные головки. Некоторые шлиф эвщики работают одной головкой попеременно. Направляющие станины, которые необходимо отшлифовать, имеют различную длину. Николай работает двумя головкаг и, oopi I гг тывая сразу две поверхности: одну длинную, другую поротную. Ш лифевка короткой, сст< ственно, заканчивается быстрое, и он зэ время, пока продолжает обрабаты-ватьсп длинная плоскость, успевает перевести и установить на «еммо-ходе» освсбсдипшуюсл головку в новое положение — подготовить се к шлиф .вис следующей плоскости. Никол; Л Антонов нашел еще один прием. Технологии гласит: кончил обработку детали, отведи юловки в положение «начало работы». Такая перестанс вка требует времени. И Николай решил, закончив шлифовать послс цнюю плоскость станины, не менять положение головок и вести шлифовку плоскостей очередной станины I обратной, по сравнению к предыдущей станине, последовательности. Если какую-либо плоскость одной станины он отшлифовал последней. то. обрабатывая очередную станину, он начинает шлифовку с этой плоскости. Кроме того, Антонов, как подлинный стахановец, наладил строгий порядог. на стеллажах, где размещен его мерительный инструмент. Все это дает ему возможность затрачивать сейчас на шлифовку станины всего 60 :*ин. вместо 136, установленных тегноло-гией. В другом пролете работает молодой токарь-скоростник Иван Викторов. Викторов o6pi гбетывавт стальные шестерни диаметром от 60 до 150 мм. По превшей технологии от верстие в шестерне ну" не было расточить, а потом развернуть На эти операции уходило очень много времени. Он решил использовать твсрдоспл-иные резцы и растачи-иать отверстия на скоростных ре-мимах, а дл): этого переменил порядок операций. Теперь шестерня, обработанная t по наружной поверхнссти, поступает на скоростную расточку, имея небольшой прип> ск — в 1.5 мм — на сторону. Вся партия деталей, поступающая на обработку, вначпле проходит получистовую расточху за один проход при скорости резания 225—570 м/мин. — в зависимости от диаметра отверстия. Остается припуск 0,5 мм на диаметр для окончательной расточки. Перед этим токарь тщательно устанавливает ре-*ец по нониусу, чтобы за один проход получить нужный размер. Этот способ дал ему возможность значительно повысить качество продукции, увеличить производительность в 2-3 раза и изъять из процессы обработки ценный инструмент — развертку. В этом же цехе работает молодая шлифовщица Надя Кузнецове, добившаяся в своем деле больших успехов. Три года работает она на заводе. Он стал для нее родным домом. Здесь она вступила в комсомол. здесь она стала пктивной общественницей, здесь она прекрасно овладела своей специальностью, Р цехе шлиф эгкв долгое время била «узким местом». Шлифовщики никак не могли успеть за токарями,. перешедшими на скоростные режимы точения. Падл вместе со всеми шлифовщиками задумалась над тем, как помочь своему цеху ликвидировать это «узкое место». Скоростная шлифовка — разновидность скоростного резания Она предъявляет особые требования к режущему инструменту. Ш лкфовяльный кзмен! представляет сойой керамическую массу в форме круга, в которую вкраплены миллионы микроскопических твердосплавных зерен — резечиков. Поэтому ясно, что но механическую прочность абразивного круга влин-ет твердость этих зерен и род связки. Шлифовщики завода обратились с письмом к работникам a&pajHB-ной промышленности, чтобы они изготовили новые абразивные круги, пригодные для скоростного шлифования. Это дало 6н возможность значительно повысить производительность труда. Кроме того, спор > стнаи шлифовка избавляет от алмазной правки кругов. Благодаря напряженной работе коллектива научных работников эта сложная проблема была разрешена. Были созданы новые абразивные кгуги, способные выдержать вдвое ускоренный режим резаниь. Нпдя Ку шецов л обратилась с просьбой к руководству своего цеха установить нь ее станке новый шлифовальный камень. Ее инициативу поддержал) партийная и комсомольская организации цеха. Но установить круг еще недостаточно: требовалась модернизация всего станка, которая силами коллектива была осуществлена. Был еггенен шкив нз ьллу мотора станка, и число оборотов на шпинделе увеличилось. Защитный чугунный кожух был заменен стальным и надежно прикреплен к станку. Погшй кожух 8 |








