Техника - молодёжи 1952-01, страница 11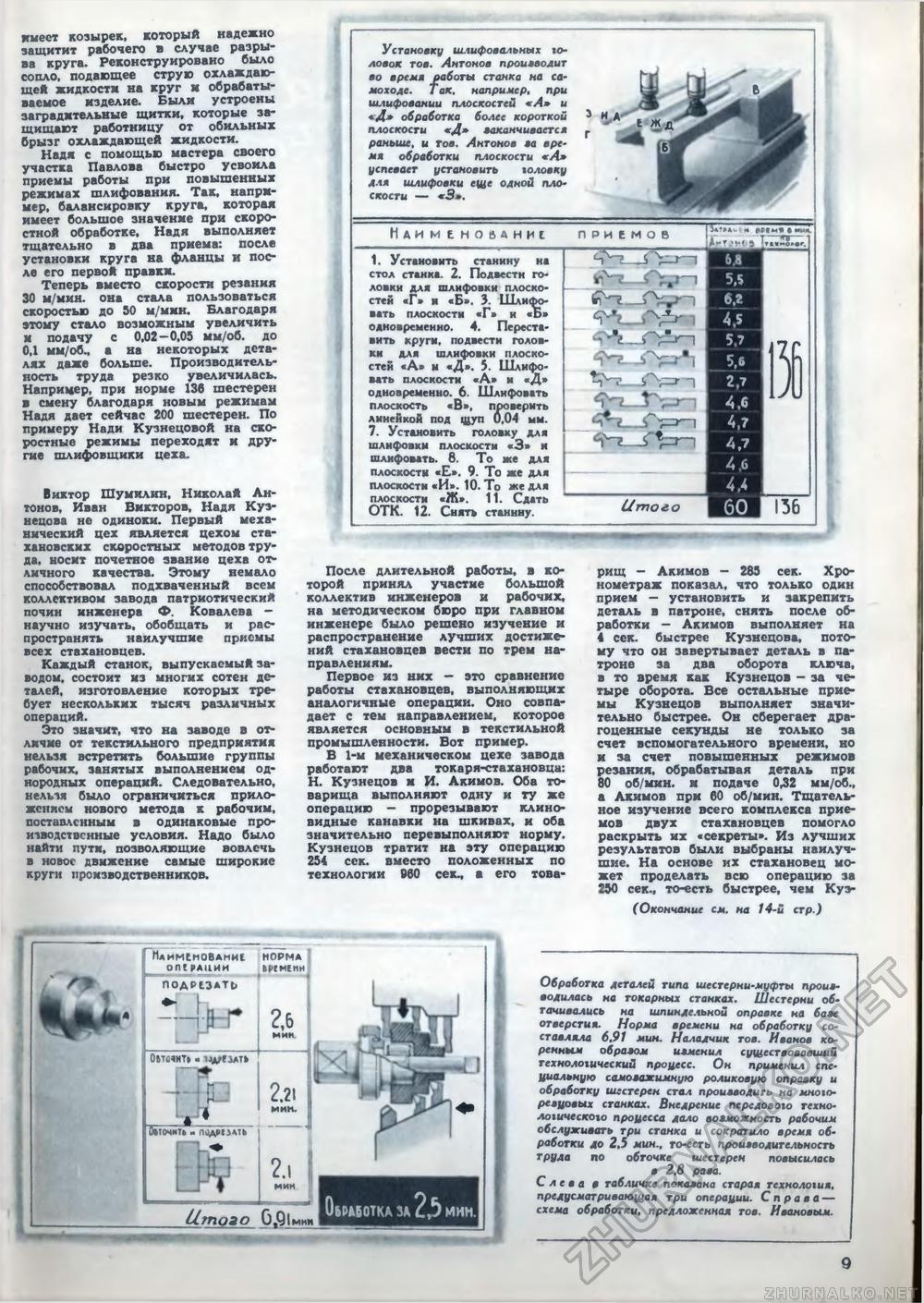
Установку шлифовальных головок тов. Антонов производит во время оаботы станка на самоходе. Так, например, при шлифовании плоскостей «А» и +А» обработка более короткой плоскости «Л» заканчивается раньше, и тов. Антонов ла время обработки плоскости «А» успевает установить головку Алл шлифовки еще одной плоскости — «3-. 3 НА- I hAHMtHOflAHHt 1. Установить станину на стол станка. 2. Подвести головки для шлифовки плоскостей «Г» и «Б». 3. Шлифовать плоскости «Г» и «Б» одновременно. 4. Переставить круги, подвести головки для шлифовки плоскостей «А» и «Д». 5. Шлифовать плоскости «А» и «Д» одновременно. 6. Шлифовать плоскость «в», проверить линейкоА под щуп 0,04 мм. 7. Установить головку для шлифовки плоскости «3» и шлифовать. 8. То же для плоскости «Е». 9. То же для плоскости «И». 10. То же для плоскости «Ж». 11. Сдать ОТК. 12. Сиять станину. ПРИЕМОВ tff-z_1 Л-jtybr-1 Umo го имеет козырек, который надежно защитит рабочего в случае разрыва круга. Реконструировано было сопло, подающее струю охлаждающей жидкости на круг и обрабатываемое изделие. Были устроены заградительные щитки, которые защищают работницу от обильных брызг охлаждающей жидкости. Надя с помощью мастера своего участка Павлова быстро усвоила приемы работы при повышенных режимах шлифования. Так, например, балансировку круга, которая имеет большое значение при скоростной обработке, Надя выполняет тщательно в два приема: после установки круга на фланцы и после его первой правки. Теперь вместо скорости резания 30 м/мин. она стала пользоваться скоростью до 50 м/мин. Благодаря этому стало возможным увеличить и подачу с 0,02-0,05 мм/об. до 0,1 мм/об., а на некоторых деталях даже больше. Производительность труда резко увеличилась. Например, при норме 136 шестерен в смену благодаря новым режимам Надя дает сейчас 200 шестерен. По примеру Нади Кузнецовой на скоростные режимы переходят и другие шлифовщики цеха. Виктор Шумилин, Николай Антонов, Иван Викторов, Надя Кузнецова не одиноки. Первый механический цех является цехом стахановских скоростных методов труда. носит почетное звание цеха отличного качества. Этому немало способствовал подхваченный всем коллективом завода патриотический почин инженера Ф. Ковалева -научно изучать, обобщать и распространять наилучшие приемы всех стахановцев. Каждый станок, выпускаемый заводом, состоит из многих сотен деталей, изготовление которых требует нескольких тысяч различных операций. Это значит, что на заводе в отличие от текстильного предприятия нельзя встретить большие группы рабочих, занятых выполнением однородных операций. Следовательно, нельзя было ограничиться приложением нового метода к рабочим, поставленным d одинаковые производственные условия. Надо было найти пути, позволяющие вовлечь в новое движение самые широкие круги производственников. После длительной работы, в которой принял участие большой коллектив инженеров и рабочих, на методическом бюро при главном инженере было решено изучение и распространение лучших достижений стахановцев вести по трем направлениям. Первое из них - это сравнение работы стахановцев, выполняющих аналогичные операции. Оно совпадает с тем направлением, которое является основным в текстильной промышленности. Вот пример. В 1-м механическом цехе завода работают два токаря-стахановца: Н. Кузнецов и И. Акимов. Оба товарища выполняют одну и ту же операцию — прорезывают клиновидные канавки на шкивах, и оба значительно перевыполняют норму. Кузнецов тратит на эту операцию 254 сек. вместо положенных по технологии 060 сек., ■ его това рищ - Акимов - 285 сек. Хронометраж показал, что только один прием — установить и закрепить деталь в патроне, снять после обработки — Акимов выполняет на 4 сек. быстрее Кузнецова, потому что он завертывает деталь в патроне за два оборота ключа, в то время как Кузнецов - за четыре оборота. Все остальные приемы Кузнецов выполняет значительно быстрее. Он сберегает драгоценные секунды не только за счет вспомогательного времени, но и за счет повышенных режимов резания, обрабатывая деталь при 80 об/мин. и подаче 0,32 мм/об., а Акимов при 60 об/иин. Тщательное изучение всего комплекса приемов двух стахановцев помогло раскрыть их «секреты». Из лучших результатов были выбраны наилучшие. На основе их стахановец может проделать всю операцию за 250 сек., то-есть быстрее, чем Куэ- (Окончание см. на 14-й стр.) I Наименование норма { оптации м>(ненг подрезать JH* 2,6 1 ОбТСЧИТ» м Utft ЛАТк да I - С омочит» « пцдмзатк Umuio G,Qi I Обработка за инм. Обработка деталей типа шестерни-муфты производилась на токарных станках. Шестерни обтачивались на шпиндельной оправке на базе отверстия. Норма времени на обработку составляла 6.91 мин. Наладчик тов. Иванов коренным о б разом изменил существовавший технологический процесс. Он применил специальную самозажимную роликовую оправку и обработку иистерен стал производить на многорезцовых станках. Внедрение передового технологического процесса дало возможность рабочим обслуживать три станка и сократило время обработки до 2,5 мин., то-есть производительность труда по обточке шестерен повысилась в 2.8 раза. Слева в табличке показана старая технология, предусматривающая три операции. Справа — схема обработки, предложенная тов. Ивановым. 9 |








