Техника - молодёжи 1953-02, страница 21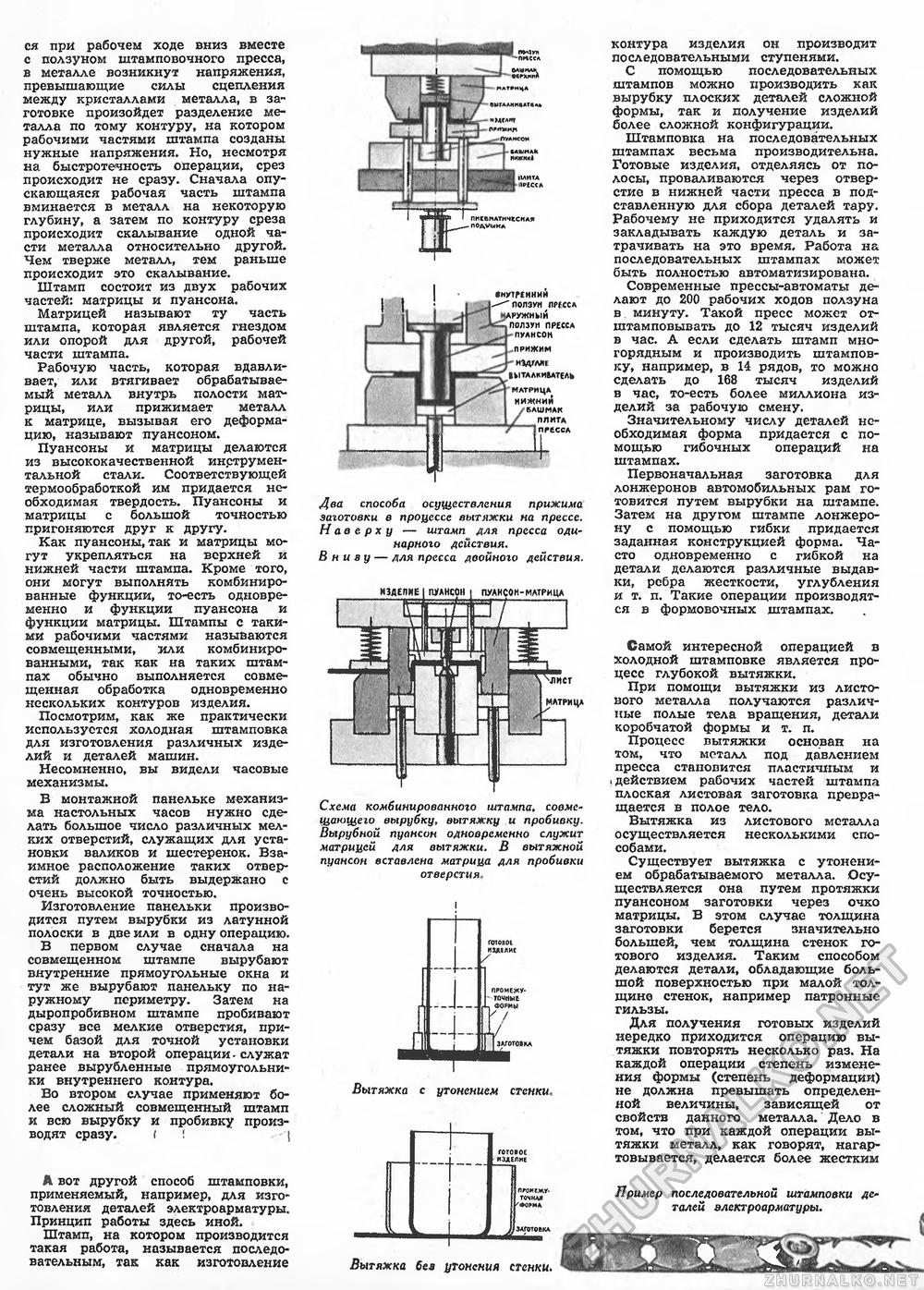
с я при рабочем ходе вниз вместе с ползуном штамповочного пресса, в металле возникнут напряжения, превышающие силы сцепления между кристаллами металла, в заготовке произойдет разделение металла по тому контуру, на котором рабочими частями штампа созданы нужные напряжения. Но, несмотря на быстротечность операции, срез происходит не сразу. Сначала опускающаяся рабочая часть штампа вминается в металл на некоторую глубину, а затем по контуру среза происходит скалывание одной части металла относительно другой. Чем тверже металл, тем раньше происходит это скалывание. Штамп состоит из двух рабочих частей: матрицы и пуансона. Матрицей называют ту часть штампа, которая является гнездом или опорой для другой, рабочей части штампа. Рабочую часть, которая вдавливает, или втягивает обрабатываемый металл внутрь полости маа>-рицы, или прижимает металл к матрице, вызывая его деформацию, называют пуансоном. Пуансоны и матрицы делаются из высококачественной инструментальной стали. Соответствующей термообработкой им придается необходимая твердость. Пуансоны и матрицы с большой точностью пригоняются друг к другу. Как пуансоны, так и матрицы могут укрепляться на верхней и нижней части штампа. Кроме того, они могут выполнять комбинированные функции, то-есть одновременно и функции пуансона и функции матрицы. Штампы с такими рабочими частями называются совмещенными, или комбинированными, так как на таких штампах обычно выполняется совмещенная обработка одновременно нескольких контуров изделия. Посмотрим, как же практически используется холодная штамповка для изготовления различных изделий и деталей машин. Несомненно, вы видели часовые механизмы. В монтажной панельке механизма настольных часов нужно сделать большое число различных мелких отверстий, служащих для установки валиков и шестеренок. Взаимное расположение таких отверстий должно быть выдержано с очень высокой точностью. Изготовление панельки производится путем вырубки из латунной полоски в две или в одну операцию. В первом случае сначала на совмещенном штампе вырубают внутренние прямоугольные окна и тут же вырубают панельку по наружному периметру. Затем на дыропробивном штампе пробивают сразу все мелкие отверстия, причем базой для точной установки детали на второй операции. служат ранее вырубленные прямоугольники внутреннего контура. Во втором случае применяют более сложный совмещенный штамп и всю вырубку и пробивку производят сразу. ( ! 1 А вот другой способ штамповки, применяемый, например, для изготовления деталей электроарматуры. Принцип работы здесь иной. Штамп, на котором производится такая работа, называется последовательным, так как изготовление Два способа осуществления прижима заготовки в процессе вытяжки на прессе. Наверху — штамп для пресса одинарного действия. Внизу — для пресса двойного действия. ИЗДЕЛИЕ | ПУАНСОН j ПУАНСОН-МАТРИЦА Схема комбинированного штампа, совме~ щающего вырубку, вытяжку и пробивку. Вырубной пуансон одновременно служит матрицей для вытяжки. В вытяжной пуансон вставлена матрица для пробивки отверстия. ГОТОВО! изделие Вытяжка с утонением стенки. контура изделия он производит последовательными ступенями, С помощью последовательных штампов можно производить как вырубку плоских деталей сложной формы, так и получение изделий более сложной конфигурации. Штамповка на последовательных штампах весьма производительна. Готовые изделия, отделяясь от полосы, проваливаются через отверстие в нижней части пресса в подставленную для сбора деталей тару. Рабочему не приходится удалять и закладывать каждую деталь и затрачивать на это время. Работа на последовательных штампах может быть полностью автоматизирована. Современные прессы-автоматы делают до 200 рабочих ходов ползуна в минуту. Такой пресс может отштамповывать до 12 тысяч изделий в час. А если сделать штамп многорядным и производить штамповку, например, в 14 рядов, то можно сделать до 168 тысяч изделий в час, то-есть более миллиона изделий за рабочую смену. Значительному числу деталей необходимая форма придается с помощью гибочных операций на штампах. Первоначальная заготовка для лонжеронов автомобильных рам готовится путем вырубки на штампе. Затем на другом штампе лонжерону с помощью гибки придается заданная конструкцией форма. Часто одновременно с гибкой на детали делаются различные выдав-ки, ребра жесткости, углубления и т. п. Такие операции производятся в формовочных штампах. Самой интересной операцией в холодной штамповке является процесс глубокой вытяжки. При помощи вытяжки из листового металла получаются различные полые тела вращения, детали коробчатой формы и т. п. Процесс вытяжки основан на том, что металл под давлением пресса становится пластичным и i действием рабочих частей штампа плоская листовая заготовка превращается в полое тело. Вытяжка из листового металла осуществляется несколькими способами. Существует вытяжка с утонением обрабатываемого металла. Осуществляется она путем протяжки пуансоном заготовки через очко матрицы. В этом случае толщина заготовки берется значительно большей, чем толщина стенок готового изделия. Таким способом делаются детали, обладающие большой поверхностью при малой толщине стенок, например патронные гильзы. Для получения готовых изделий нередко приходится операцию вытяжки повторять несколько раз. На каждой операции степень изменения формы (степень деформации) не должна превышать определенной величины, зависящей от свойств данного металла. Дело в том, что при каждой операции вытяжки металл, как говорят, нагар-товывается, делается более жестким Пример последовательной штамповки деталей электроарматуры. Вытяжка бел утонения стенки. башмак плита лгссса ПОЛЗУН ПРЕССА ПУАНСОН внутренний ПОЛЗУН ЛРГССА |








