Юный техник - для умелых рук 1964-04, страница 4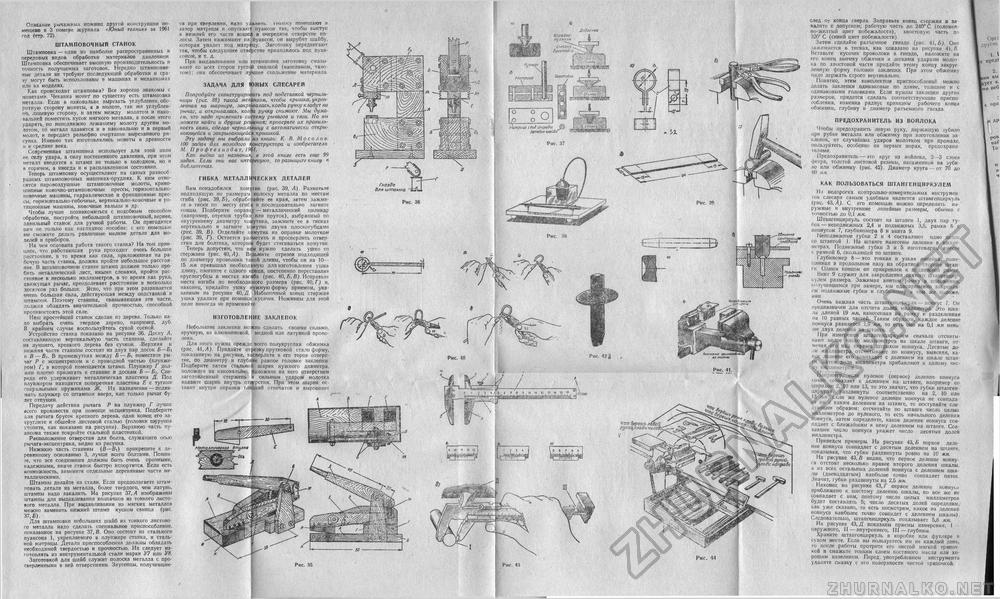
след от конца сверла. Заправьте конец стержня и закалите с допуском; рабочую часть до 240° С (соломен но-желтый цвет побежалости), хвостовую часть до 320е С (синий цвет побежалости). Затем сделайте разъемное гнездо (рис. 41, Б). Оно зажимается в тисках, как показано на рисунке 41, В Вставьте кусочек проволоки в гнездо, наложите на его конец выемку обжимки и легкими ударами молотка по хвостовой части придайте этому концу закруг ленную форму головки заклепки. При этом обжимку надо держать строго вертикально. Понятно, этим комплектом приспособлений можно делать заклепки одинаковые по длине, толщине и с одинаковыми головками. Если нужны заклепки других размеров, придется сделать соответствующие приспособления, изменив радиус кривизны рабочего конца обжимки, глубину и диаметр разъемного гнезда. ся при сверлении, надо удалить, полосу помещают в зазор матрицы и опускают пуансон так, чтобы выступ в нижней его части вошел в очередное отверстие полосы. Затем нажимают на пуансон, он вырубит шайбу, которая упадет под матрицу. Заготовку передвигают так, чтобы следующее отверстие приходилось под пуансоном, и т. д. При выдавливании или штамповке заготовку смазывают со всех сторон густой смазкой (вазелином, тавотом): она обеспечивает лучшее скольжение материала. С Г. роб КС-пуансон СмЬзкц , 3aevmo8i-a Орп jspvrae ПиОНСО* Зсеото&ш Матрица ЗАДАЧА ДЛЯ ЮНЫХ СЛЕСАРЕЙПопробуйте сконструировать под подставкой чернильницы (рис. 38) такой механизм, чтобы крышка, укрепленная на шарнире, закрывалась, когда ручку кладут на рычаг, и открывалась, когда ручку снимают. Мы думаем, что надо применить систему рычагов и тяги. Но вы можете найти и другие решения; проверьте их правильность сами, сделав чернильницу с автоматически открывающейся и закрывающейся крышкой. Эту задачу мы выбрали из книги: К. В. Мосолов. 100 задач для молодого конструктора и изобретателя М. Профтехиздат, 1961. Как видно из названия, в этой книге есть еще 99 задач. Если они вас интересуют, то разыщите книгу в библиотеках. ПРЕДОХРАНИТЕЛЬ ИЗ ВОЙЛОКАЧтобы предохранить левую руку, держащую зубило при рубке металла или обжимку при изготовлении заклепок, от случайных ударов молотком при промахе, пользуйтесь, особенно на первых порах, предохранителями. Предохранитель — $то круг из войлока, 2—3 слоев фетра, толстой листовой резины, насаженной на зубило или обжимку (рис. 42). Диаметр круга — от 70 до 80 мл. тжж Матрица Готовая t'/auSo' ГИБКА МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙВам понадобился хомутик (рис. 39, А). Разметьте подходящую по размерам полоску металла по местам сгиба (рис. 39,£), обработайте ее края, затем зажмите в тиски по месту сгиба и последовательно загните концы. Подберите оправку — металлический цилиндр (например, отрезок трубки или пруток), выбранный по внутреннему диаметру хомутика, зажмите ее в тисках вертикально и загните хомутик двумя плоскогубцами (рис. 39, В). Отделайте хбмутик на оправке молотком (рис. 39, Г». Остается разметить и просверлить отверстия для болтика, которым будет стягиваться хомутик Теперь допустим, что вйм нужно сделать ушко со стержнем (рис. 40, Л). Возьмите отрезок подходящей по диаметру проволоки такой длины, чтобы он на 10— 15 мм превышал необходимую для изготовления ушка длину, изогните с одного конца, постепенно переставляя круглогубцы в местах изгиба (рис. 40, Б, 3). Исправьте места изгиба до необходимого размера (рис. 40, Г) и, наконец, придайте ушку нужную форму приемом, указанным на рисунке 40, Д. Избыточный конец стержня ушка удалите при помощи кусачек. Ножницы для этой цели никогда не применяйте Гнездо для штампа Cdrtrufci/tO шнтрующо* пяпстинс rseser. Разьсммрс — Гнездо ИсГ-рпКАЯгОШиЯ штифты ИЗГОТОВЛЕНИЕ ЗАКЛЕПОКНебольшие заклепки можно сделать своими силами, вручную, из алюминиевой, медной или латунной проволоки. Для этого нужна прежде всего полукруглая обжимка (рис. 41, Л). Придайте отрезку прутковой стали форму, показанную на рисунке, засверлите в его торце отверстие, по диаметру и глубине равное головке заклепки Подберите затем стальной шарик нужного диаметра, положите на наковальню, наложите на него отверстием заготовленный стержень и сильным ударом молотка вдавите шарик внутрь отверстия. При этом шарик оставит внутри оправки гладкий отпечаток и выровняет Пелсзквнив приспоаойлм* ыа тиокол Ъ 6 7 8 3 » 11 12 tt 14 15 1Ю -gEEffil Что берешь левой рухщ ала ii и нилебо. Металлическая втулка что первшь правой рукой? клади направо Описание рычажных ножниц другой конструкции помещено в 3 номере журнала *Юный техник» за 1961 год (стр. 72). ШТАМПОВОЧНЫЙ СТАНОКШтамповка — один из наиболее распространенных и передовых видов обработки материалов давлением. Штамповка обеспечивает высокую производительность и точность получаемых заготовок. Нередко штампованные детали не требуют последующей обработки и сразу могут быть использованы в машинах и механизмах или их моделях. Как происходит штамповка? Все хорошо знакомы с монетами. Чеканка монеГ по существу есть штамповка металла. Если в наковальне вырезать углубление, оборотную сторону монеты, а в молоте, так же углубленно, лицевую сторону, и затем между молотом и наковальней поместить кусок мягкого металла, а после этого ударять по неподвижно лежащему молоту другим мо^ лотом, то металл вдавится и в наковальню и в первый молот, и передаст рельефно очертание вырезанного рисунка. Именно так изготовлялись монеты в древности и в средние века. Современная штамповка использует для этой цели не силу удара, а силу постепенного давления, при этом металл вводится в штамп не только в холодном, но и в горячем, а иногда и в расплавленном состоянии. Теперь штамповку осуществляют на самых разнообразных штамповочных машинах-орудиях. К ним относятся паровоздушные штамповочные молоты, кривошипные ковочно-штамповочные прессы, горизонтально-ковочные машины, гидравлические и фрикционные прессы, горизонтально-гибочные, вертикально-ковочные и ротационные машины, ковочные вальцы и др. Чтобы лучше познакомиться с подобным способом обработки, постройте небольшой штамповочный, вернее, давильный станок для ручной работы. Он пригодится вам не только как наглядное пособие: с его помощью вы сможете делать различные мелкие детали для моделей и приборов. На чем основана работа такого станка? На том принципе, что работающая рука проходит очень большое расстояние, в то время как сила, приложенная на рабочую часть станка, должна пройти небольшое расстояние. В штамповочном станке штамп должен только пробить металлический лист, иными словами, пройти расстояние в несколько миллиметров, в то время как рука, движущая рычаг, преодолевает расстояние в несколько десятков раз больше. Ясно, что при этом развивается очень большая сила, действующая между подставкой и штампом. Поэтому станина, связывающая эти части, должка обладать значительной прочностью, способной противостоять этой силе. Наш простейший станок сделан из дерева. Только надо выбрать очень твердое дерево, например, дуб. В крайнем случае воспользуйтесь сухой сосной. Устройство станка показано на рисунке 36. Доску Л, составляющую вертикальную часть станины, сделайте из лучшего, крепкого дерева без сучков. .Верхняя и нижняя части станины состоят из двух пар досок Б—Б\ и В — В промежутках между Б — Б{ поместите рычаг Р с эксцентриком и с приводной частью (плунжером) Г, в которой помещается штамп. Плунжер Г должен плотно прилегать к станине и доскам Б — Bi. Спереди его удерживает металлическая пластина Д. Под плунжером находится поперечная пластина Е с тугими-спиральными пружинами Ж. Их назначение — поднимать плунжер со штампом вверх, как только рычаг будет отпущен. Передачу действия рычага Р на плунжер Г лучше всего произвести при помощи эксцентрика. Подберите для рычага брусок крепкого дерева, один конец его закруглите и обшейте листовой сталью (головки шурупов утопите, как показано на рисунке). Верхнюю часть пуансона также покройте стальной пластинкой. Расположение отверстия для болта, служащего осью рычага-эксцентрика, видно из рисунка. Нижнюю часть станины (В—В\) прикрепите к деревянному основанию 3, лучше всего болтами. Помните, что все соединения должны быть очень прочными, надежными, иначе станок быстро испортится. Если есть возможность, замените отдельные деревянные части металлическими. Штампы делайте из стали. Если предполагаете штамповать детали из металла, более твердого, чем латунь, штампы надо закалить. На рисунке 37, Л изображены штампы для выдавливания колпачков из тонкого листового металла. При выдавливании из мягких металлов можно заменить нижний штамп куском свинца (рис. 37, £). Для штамповки небольших шайб из тонкого листово го металла надо сделать специальное приспособление, показанное на рисунке 37, В. Оно состоит из стального пуансона 1, укрепляемого в плунжере станка, и стальной матрицы. Детали приспособления должны обладать необходимой твердостью и прочностью. Их следует изготовлять из инструментальной стали марки У7 или У8. Заготовкой для шайб служит полоска металла с просверленными в ней отверстиями. Заусенцы, получившие |







