Юный техник - для умелых рук 1975-10, страница 15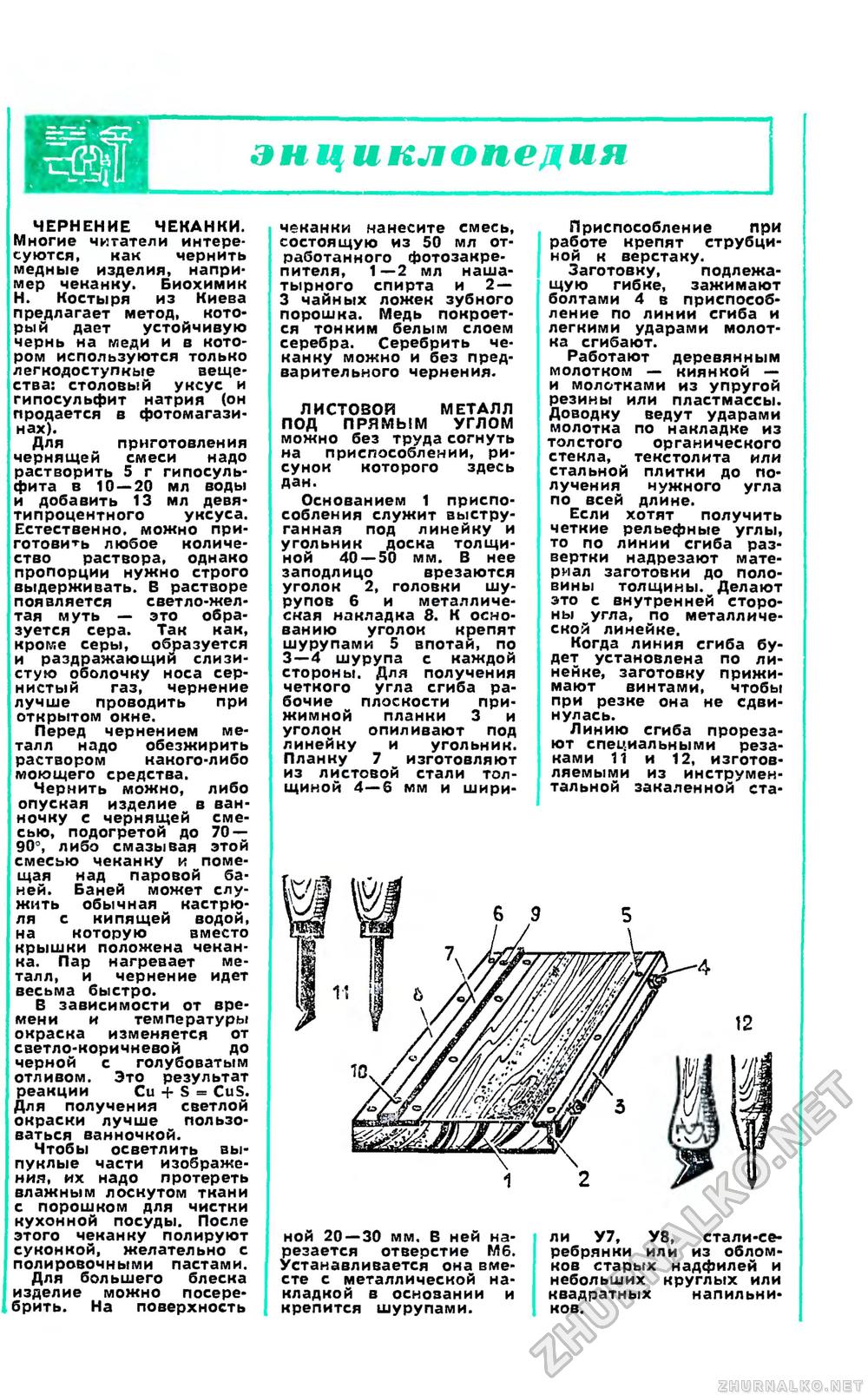
энциклопедияЧЕРНЕНИЕ ЧЕКАНКИ. Многие читатели интересуются, как чернить медные изделия, например чеканку. Биохимик Н. Костыря из Киева предлагает метод, который дает устойчивую чернь на меди и в котором используются только легкодоступные вещества: столовый уксус и гипосульфит натрия (он продается в фотомагазинах). Для приготовления чернящей смеси надо растворить 5 г гипосульфита в 10 — 20 мл воды и добавить 13 мл девятипроцентного уксуса. Естественно, можно приготовить любое количество раствора, однако пропорции нужно строго выдерживать. В растворе появляется светло-желтая муть — это образуется сера. Так как, кроме серы, образуется и раздражающий слизистую оболочку носа сернистый газ, чернение лучше проводить при открытом окне. Перед чернением металл надо обезжирить раствором наного-либо моющего средства. Чернить можно, либо опуская изделие в ванночку с чернящей смесью, подогретой до 70 — 90°, либо смазывая этой смесью чеканку и помещая над паровой баней. Баней может служить обычная кастрюля с кипящей водой, на которую вместо крышки положена чеканка. Пар нагревает металл, и чернение идет весьма быстро. В зависимости от времени и температуры окраска изменяется от светло-коричневой до черной с голубоватым отливом. Это результат реакции Си + S = CuS. Для получения светлой окраски лучше пользоваться ванночкой. Чтобы осветлить выпуклые части изображения, их надо протереть влажным лоснутом ткани с порошком для чистки кухонной посуды. После этого чеканку полируют суконкой, желательно с полировочными пастами. Для большего блеска изделие можно посеребрить. На поверхность чеканки нанесите смесь, состоящую из 50 мл отработанного фотозакрепителя, 1—2 мл нашатырного спирта и 2 — 3 чайных ложек зубного порошка. Медь покроется тонким белым слоем серебра. Серебрить чеканку можно и без предварительного чернения. ЛИСТОВОЙ МЕТАЛЛ ПОД ПРЯМЫМ УГЛОМ можно без труда согнуть на приспособлении, рисунок которого здесь дан. Основанием 1 приспособления служит выструганная под линейку и угольник доска толщиной 40 — 50 мм. В нее заподлицо врезаются уголок 2, головки шурупов 6 и металлическая накладка 8. К основанию уголок крепят шурупами 5 впотай, по 3—4 шурупа с каждой стороны. Для получения четкого угла сгиба рабочие плоскости прижимной планки 3 и уголок опиливают под линейну и угольник. Планку 7 изготовляют из листовой стали толщиной 4—6 мм и шири- Приспособление при работе крепят струбциной к верстаку. Заготовку, подлежащую гибке, зажимают болтами 4 в приспособление по линии сгиба и легкими ударами молотка сгибают. Работают деревянным молотком — киянкой — и молотками из упругой резины или пластмассы. Доводку ведут ударами молотка по накладке из толстого органического стекла, текстолита или стальной плитки до получения нужного угла по всей длине. Если хотят получить четкие рельефные углы, то по линии сгиба развертки надрезают материал заготовки до половины толщины. Делают это с внутренней стороны угла, по металлической линейке. Когда линия сгиба будет установлена по линейке, заготовку прижимают винтами, чтобы при резке она не сдвинулась. Линию сгиба прорезают специальными резаками 11 и 12, изготовляемыми из инструментальной закаленной сте ной 20 — 30 мм. В ней нарезается отверстие Мб. Устанавливается она вместе с металлической накладкой в основании и крепится шурупами. ли У7, У8, стали-се-ребрянки или из обломков старых надфилей и небольших круглых или квадратных напильников. |







