Юный техник - для умелых рук 1985-01, страница 15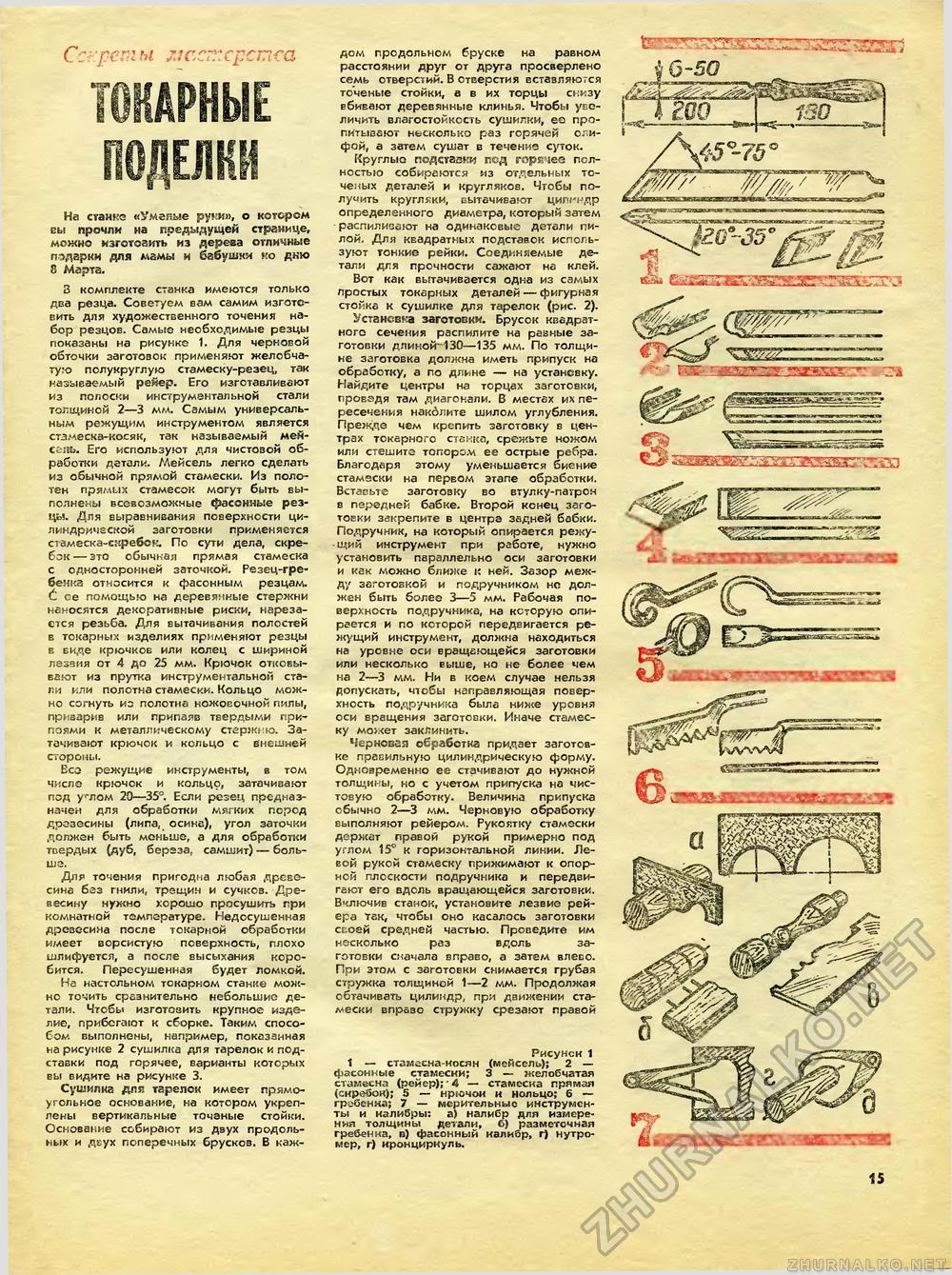
Секрет ы ziacmepcm-ca ТОКАРНЫЕ ПОДЕЛКИНа станке «Умелые руки», о котором еы прочли на предыдущей странице, можно изготовить из дерева отличные подарки для мамы и бабушки ко дню S Марта. 3 комплекте станка имеются только два резца. Советуем вам самим изготовить для художественного точения набор резцов. Самые необходимые резцы показаны на рисунке 1. Для черновой обточки заготовок применяют желобчатую полукруглую стамеску-резец, так называемый рейер. Его изготавливают из полоски инструментальной стали топщиной 2—3 мм. Самым универсальным режущим инструментом является стамеска-косяк, так называемый мей-с-аиь. Его используют для чистовой обработки детали. Мейсель легко сделать из обычной прямой стамески. Из полотен прямых стамесок могут быть выполнены всевозможные фасонные резцы. Для выравнивания поверхности цилиндрической заготовки применяется стамеска-скребок. По сути дела, скребок — это обычная прямая стамеска с односторонней заточкой. Резец-гре-бечка относится к фасонным резцам. d се помощью на деревянные стержни наносятся декоративные риски, нарезается резьба. Для вытачивания полостей в токарных изделиях применяют резцы в виде крючкоБ или колец с шириной лезвия от 4 до 25 мм. Крючок отковывают из прутка инструментальной стали или полотна стамески. Кольцо можно согнуть из полотна ножоеочной пилы, приварив или припаяв твердыми припоями к металлическому стержню. Затачивают крючок и кольцо с внешней стороны. Еса режущие инструменты, в том числе крючок и кольцо, затачивают под улом 20-—35°. Если резец предназначен для обработки мягких пород древесины (липа, осина), угол заточки должен быть меньше, а для обработки твердых (дуб, береза, самшит) — больше. Для точения пригодна любая древесина без гнили, трещин и сучков. Древесину нужно хорошо просушить при комнатной температуре. Недосушенная древесина после токарной обработки имеет ворсистую поверхность, плохо шлифуется, а после высыхания коробится. Пересушенная будет ломкой. На настольном токарном станке можно точить сразнительно небольшие детали. Чтобы изготовить крупное изделие, прибегают к сборке. Таким способом выполнены, например, показанная на рисунке 2 сушилка для тарелок и подставки под горячее, варианты которых вы видите на рисунке 3. Сушилка для тарелок имеет прямоугольное основание, на котором укреплены вертикальные точеные стойки. Основание собирают из двух продольных и двух поперечных брусков. В каж дом продольном бруске на равном расстоянии друг от друга просверлено семь отверстий. В отверстия вставляются точеные стойки, а в их торцы снизу ебивают деревянные клинья. Чтобы увеличить влагостойкость сушилки, еа пропитывают несколько раз горячей олифой, а затем сушат в течение суток. Круглые подставки пед wpsiee полностью собираются из отдельных точеных деталей и кругляков. Чтобы получить кругляки, Еытачивают цияендр определенного диаметра, который затем раепилизают на одинаковые детали пилой. Для квадратных подставок используют тонкие рейки. Соединяемые детали для прочности сажают не клей. Вот как вытачивается одна из самых простых токарных деталей — фигурная стойка к сушилке для тарелок (рис. 2). Установка заготовки. Брусок квадратного сечения распилите на разные заготовки длиной-130—135 мм. По толщине заготовка должна иметь припуск на обработку, а по длине — на установку. Найдите центры на торцах заготовки, гровэдя там диагонали. В местах их пересечения наколите шилом углубления. Прежде чем крепить заготовку в центрах токарного станка, срежьте ножом или стешите топором ее острые ребра. Благодаря этому уменьшается биение стамески на первом этапе обработки. Вставьте заготозку во втулку-пагрон в передней бабке. Второй конец заготовки закрепите в центре задней бобки. Подручник, на который опирается режущий инструмент при работе, нужно установить параллельно оси заготовки и как можно ближе к ней. Зазор между заготовкой и подручником не должен быть более 3—5 мм. Рабочая поверхность подручника, на которую опирается и по которой передвигается режущий инструмент, должна находиться на уровне оси вращающейся заготовки или несколько выше, но не более чем на 2—3 мм. Ни в коем случае нельзя допускать, чтобы направляющая поверхность подручника была ниже уровня оси вращения заготовки. Иначе стамеску может заклинить. Черновая обработка придает заготовке правильную цилиндрическую форму. Одновременно ее стачивают до нужной толщины, но с учетом припуска на чистовую обработку. Величина припуска обычно 2—3 мм. Черновую обработку выполняют рейером. Рукоятку стамески держат правой рукой примерно под углом 15" к горизонтальной линии. Левой рукой стамеску прижимают к опорной плоскости подручника и передвигают его вдоль вращающейся заготовки. Вчлючив станок, установите лезвие рей-ера Так, чтобы оно касалось заготовки ссоей средней частью. Проведите им несколько раз вдоль за готовки скачала вправо, а затем влево. При этом с заготовки снимается грубая стружка толщиной 1—2 мм. Продолжая обтачивать цилиндр, при движении стамески вправо стружку срезают правой Рисунок 1 1 — стамесна косян (мейсель); 2 — фасонные стамески; 3 — желобчатая стамесна (рейер);' 4 — стамеска прямая (скревон); 5 — нршчои и нольцо; б — грэбенна; 7 — мерительные инструменты и калибры: а) налибр для измерения толщины детали, б) разметочная гребенка, в) фасонный калибр, г) нутромер, г) иронциркуль. t—' Г- -S. . >. 1 ' j 0-50 ---------- ------------------ . :,' iMBJESXTi . IS |






