Техника - молодёжи 1962-11, страница 15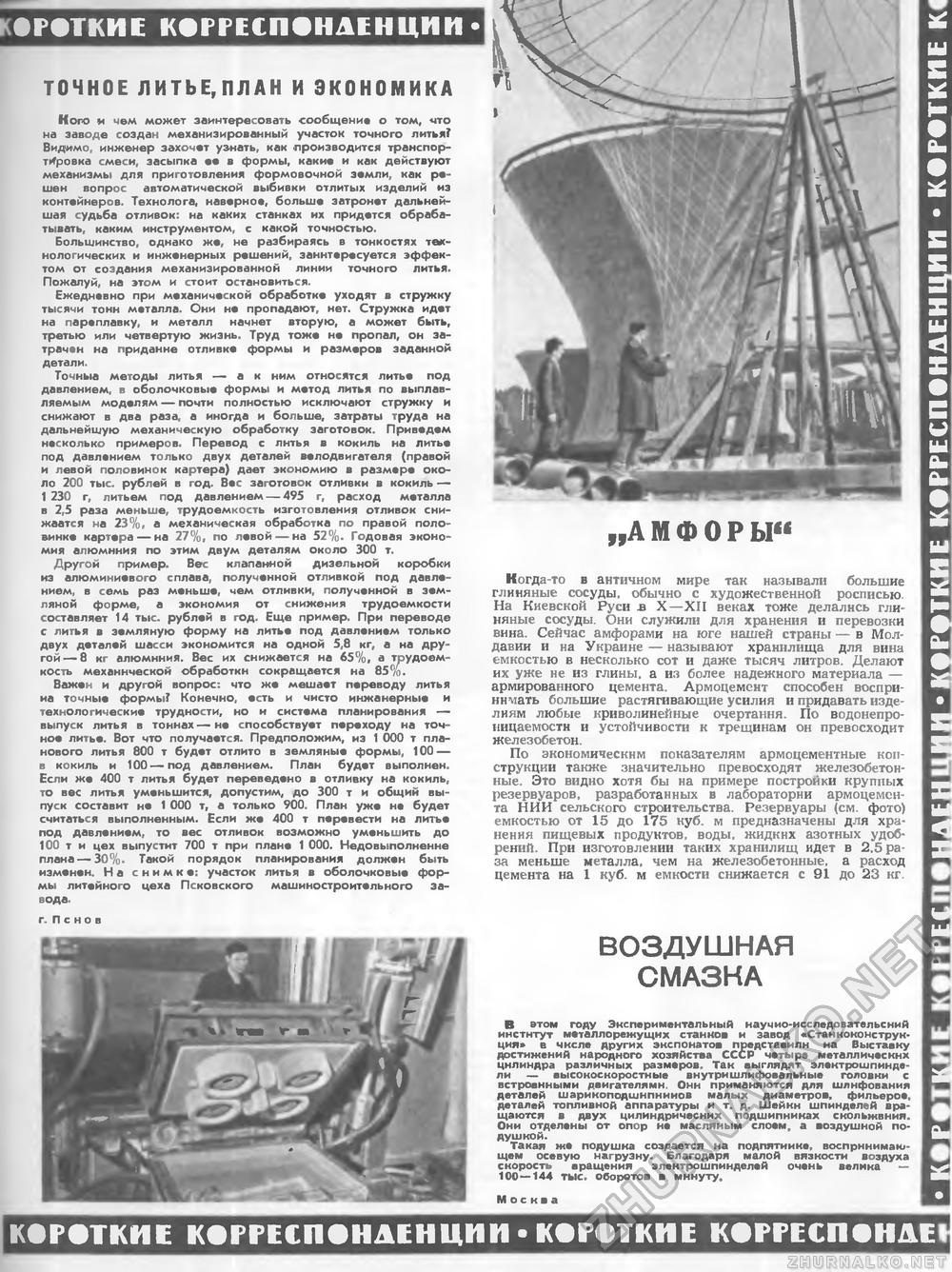
КОРОТКИЕ КОРРЕСПОНДЕНЦИИ • 99 АМФОРЫ" Когда-то в античном мире так называли большие глиняные сосуды, обычно с художественной росписью. На Киевской Руси л X—XII веках тоже делались глиняные сосуды. Они служили для хранения и перевозки вина. Сейчас амфорами на юге нашей страны — в Молдавии и на Украине — называют хранилища для вина емкостью в несколько сот и даже тысяч литров. Делают их уже не из глины, а из более надежного материала — армированного цемента. Армоцемент способен воспринимать большие растягивающие усилия и придавать изделиям любые криволинейные очертания. Г1о водонепроницаемости и устойчивости к трещинам он превосходит железобетон. По экономическим показателям армоцементные конструкции также значительно превосходят железобетонные. Это видно хотя бы на примере постройки крупных резервуаров, разработанных в лаборатории армоцемсн-та НИИ сельского строительства. Резервуары (см. фото) емкостью от 15 до 175 куб. м предназначены для хранения пищевых продуктов, воды, жидких азотных удобрений. При изготовлении таких хранилищ идет в 2.5 раза меньше металла, чем на железобетонные, а расход цемента на 1 куб. м емкости снижается с 91 до 23 кг. ВОЗДУШНАЯ СМАЗКА В втом году Экспериментальный научио-исследовательсний институт металлорежущих станков и завод «Станкоконструк-ция» в чксле других экспонатов представили на Выставку достижений народного хозяйства СССР четыре металлических цилиндра различных размеров. Так выглядят электрошпинде-ли — высокоскоростные внутришлифоаальные головки с встроенными двигателями. Они применяются для шлифования деталей шарикоподшнпнииов малых диаметров, фильерое, деталей топливной аппаратуры и т. д. Шейкн шпинделей вращаются в двух цилиндричесних подшипниках скольжения. Они отделены от опор не масляным слоем, а воздушной подушкой. Такая же подушка создается на подпятнике, воспринимающем осевую нагруэну. Благодаря малой вязкости воздуха скорость вращения электрошпинделей очень велика — 100—144 тыс. оборотов в минуту, Москва ТОЧНОЕ ЛИТЬЕ, ПЛАН И ЭКОНОМИКА Кого и чем может заинтересовать сообщение о том, что на заводе создан механизированный участок точного литья? Видимо, инженер захочет узнать, как производится транспортировка смеси, засыпка ее в формы, какие и как действуют механизмы для приготовления формовочной земли, как решен вопрос автоматической выбивки отлитых изделий из контейнеров. Технолога, наверное, больше затронет дальнейшая судьба отливок: на каких станках их придется обрабатывать, каким инструментом, с какой точностью. Большинство, однако же, не разбираясь в тонкостях технологических и инженерных решений, заинтересуется эффектом от создания механизированной линии точного литья. Пожалуй, на этом и стоит остановиться. Ежедневно при механической обработке уходят в стружку тысячи тонн металла. Они не пропадают, нет. Стружка идет на пареплавку, и металл начнет вторую, а может быть, третью или четвертую жизнь. Труд тоже не пропал, он затрачен на придание отливке формы и размеров заданной детали. Точныа методы литья — а к ним относятся литье под давлением, в оболочковые формы и метод литья по выплавляемым моделям — почти полностью исключают стружку и снижают в два раза, а иногда и больше, затраты труда на дальнейшую механическую обработку заготовок. Приведем несколько примеров. Перевод с лнтья в кокиль на литье под давлением только двух деталей велодвигателя (правой и левой половинок картера) дает экономию в размере около 200 тыс. рублей в год. Вес заготовок отливки в кокиль — 1 230 г, литьем под давлением — 495 г, расход металла в 2,5 раза меньше, трудоемкость изготовления отливок снижается на 23%, а механическая обработка по правой половинке картера — на 27%, по левой — на 52%. Годовая экономия алюминия по этим двум деталям около 300 т. Другой пример. Вес клапанной дизельной коробки из алюминиевого сплава, полученной отливкой под давлением, в семь раз меньше, чем отливки, полученной в земляной форме, а экономия от снижения трудоемкости составляет 14 тыс. рублей в год. Еще пример. При переводе с литья в земляную форму на литье под давлением только двух деталей шасси экономится на одной 5,8 кг, а на другой— 8 кг алюминия. Вес их снижается на 65%, а трудоемкость механической обработки сокращается на 85%. Важен и другой вопрос: что же мешает переводу литья иа точные формы? Конечно, есть и чисто инженерные и технологические трудности, но и система планирования — выпуск литья в тоннах—не способствует переходу на точное литье. Вот что получается. Предположим, из 1 000 т планового литья 800 т будет отлито в земляные формы, 100 — в кокиль и 100—под давлением. План будет выполнен. Если же 400 т литья будет переведено в отливку на кокиль, то вес литья уменьшится, допустим, до 300 т и общий выпуск составит не 1 000 т, а только 900. План уже не будет считаться выполненным. Если же 400 т перевести на литье под давлением, то вес отливок возможно уменьшить до 100 т и цех выпустит 700 т при плане 1 000. Недовыполнение плана — 30%. Такой порядок планирования должен быть изменен. На снимке: участок литья в оболочковые формы литейного цеха Псковского машиностроительного завода. г. П с н о в КОРОТКИЕ КОРРЕСПОНДЕНЦИИ • КОРОТКИЕ КОРРЕСПОНАЕ |








