Техника - молодёжи 1963-09, страница 14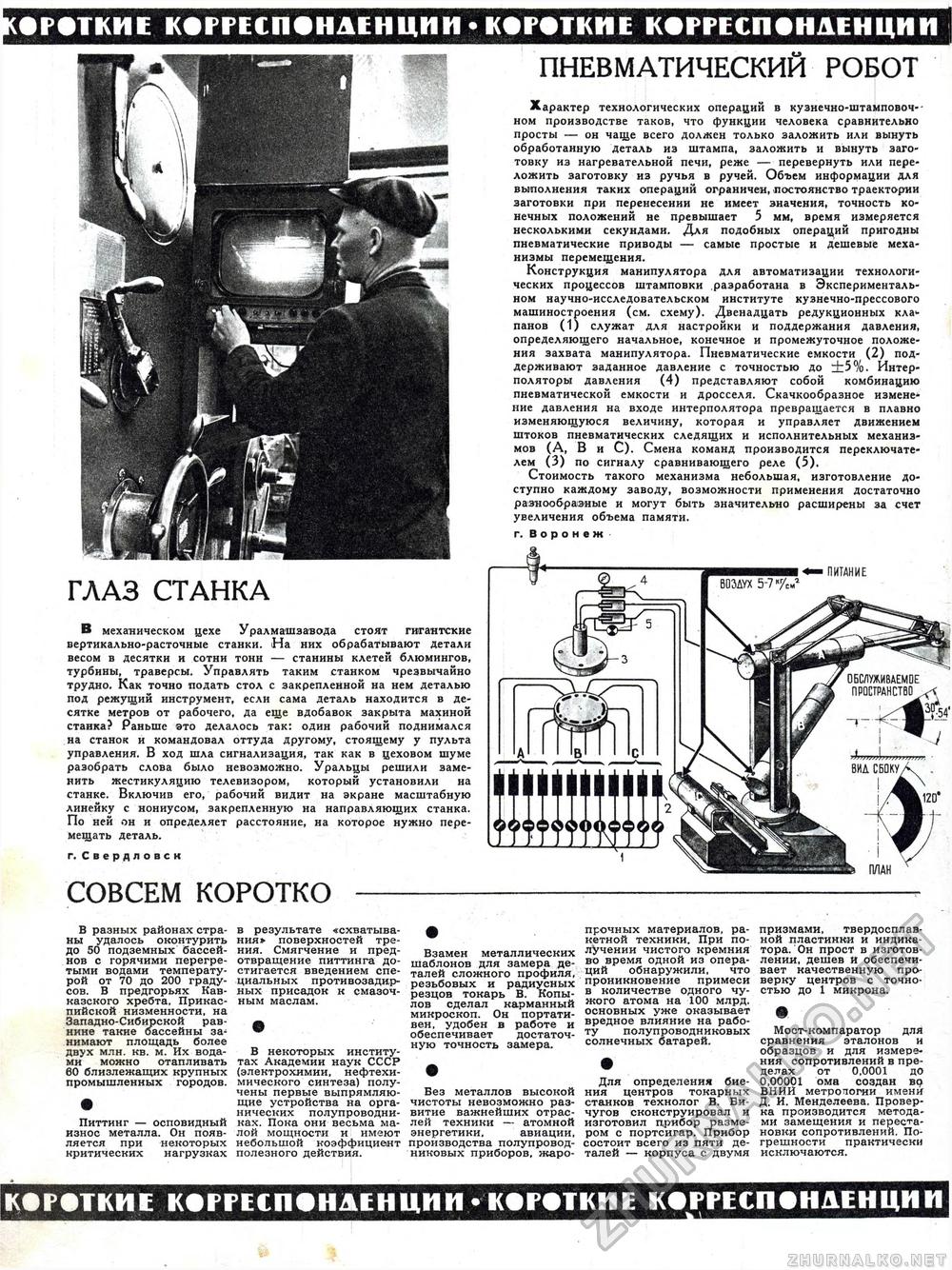
(•РФТКИЕ КФГПСПФНИНЦИН • KirtIKHI КОРРЕСПОНДЕНЦИИ ПНЕВМАТИЧЕСКИЙ РОБОТ Характер технологических операций в кузнечно-штамповоч--ном производстве таков, что функции человека сравнительно просты — он чаще всего должен только заложить или вынуть обработанную деталь из штампа, заложить и вынуть заготовку из нагревательной печи, реже — перевернуть или переложить заготовку из ручья в ручей. Объем информации для выполнения таких операций ограничен, постоянство траектории заготовки при перенесении не имеет значения, точность конечных положений не превышает 5 мм, время измеряется несколькими секундами. Для подобных операций пригодны пневматические приводы — самые простые и дешевые механизмы перемещения. Конструкция манипулятора для автоматизации технологических процессов штамповки разработана в Экспериментальном научно-исследовательском институте кузнечно-прессового машиностроения (см. схему). Двенадцать редукционных клапанов (1) служат для настройки и поддержания давления, определяющего начальное, конечное и промежуточное положения захвата манипулятора. Пневматические емкости (2) поддерживают заданное давление с точностью до +5%. Интерполяторы давления (4) представляют собой комбинацию пневматической емкости и дросселя. Скачкообразное изменение давления на входе интерполятора превращается в плавно изменяющуюся величину, которая и управляет движением штоков пневматических следящих и исполнительных механизмов (А, В и С). Смена команд производится переключателем (3) по сигналу сравнивающего реле (5). Стоимость такого механизма небольшая, изготовление доступно каждому заводу, возможности применения достаточно разнообразные и могут быть значительно расширены за счет увеличения объема памяти, г. Воронеж ГЛАЗ СТАНКА В разных районах страны удалось оконтурить до 50 подземных бассейнов с горячими перегретыми водами температурой от 70 до 200 градусов. В предгорьях Кавказского хребта. Прикаспийской низменности, на Западно-Сибирской равнине такие бассейны занимают площадь более двух млн. кв. м. Их водами можно отапливать 60 близлежащих крупных промышленных городов. Питтинг — осповидный износ металла. Он появляется при некоторых критических нагрузках в результате «схватывания» поверхностей трения. Смягчение и предотвращение питтинга достигается введением специальных противозадир-ных присадок к смазочным маслам. В некоторых институтах Академии наук СССР (электрохимии, нефтехимического синтеза) получены первые выпрямляющие устройства на органических полупроводниках. Пока они весьма малой мощности и имеют небольшой коэффициент полезного действия. Взамен металлических шаблонов для замера деталей сложного профиля, резьбовых и радиусных резцов токарь В. Копылов сделал карманный микроскоп. Он портативен, удобен в работе и обеспечивает достаточную точность замера. Без металлов высокой чистоты невозможно развитие важнейших отраслей техники — атомной энергетики, авиации, производства полупроводниковых приборов, жаро прочных материалов, ракетной техники. При получении чистого кремния во время одной из операций обнаружили, что проникновение примеси в количестве одного чужого атома на 100 млрд. основных уже оказывает вредное влияние на работу полупроводниковых солнечных батарей. Для определения биения центров токарных станков технолог В. Би-чугов сконструировал и изготовил прибор размером с портсигар. Прибор состоит всего из пяти деталей — корпуса с двумя призмами, твердосплавной пластинки и индикатора. Он прост в изготовлении, дешев и обеспечивает качественную проверку центров с точностью до 1 микрона. Мост-компаратор для сравнения эталонов и образцов и для измерения сопротивлений в пределах от 0,0001 до 0,00001 ома создан во ВНИИ метрологии имени Д. И. Менделеева. Проверка производится методами замещения и перестановки сопротивлений. Погрешности практически исключаются. В механическом цехе Уралмашзавода стоят гигантские вертикально-расточные станки. На них обрабатывают детали весом в десятки и сотни тонн — станины клетей блюмингов, турбины, траверсы. Управлять таким станком чрезвычайно трудно. Как точно подать стол с закрепленной на нем деталью под режущий инструмент, если сама деталь находится в десятке метров от рабочего, да еще вдобавок закрыта махиной станка? Раньше это делалось так: один рабочий поднимался на станок и командовал оттуда другому, стоящему у пульта управления. В ход шла сигнализация, так как в цеховом шуме разобрать слова было невозможно. Уральцы решили заменить жестикуляцию телевизором, который установили на станке. Включив его, рабочий видит на экране масштабную линейку с нониусом, закрепленную на направляющих станка. По ней он и определяет расстояние, на которое нужно перемещать деталь. г. Свердловск СОВСЕМ КОРОТКОКОРОТКИЕ К#РРЕСП#НАЕНЦИИ * КОРОТКИЕ КФРРЕСПФНАЕНЦИИ |








