Юный техник - для умелых рук 1975-12, страница 13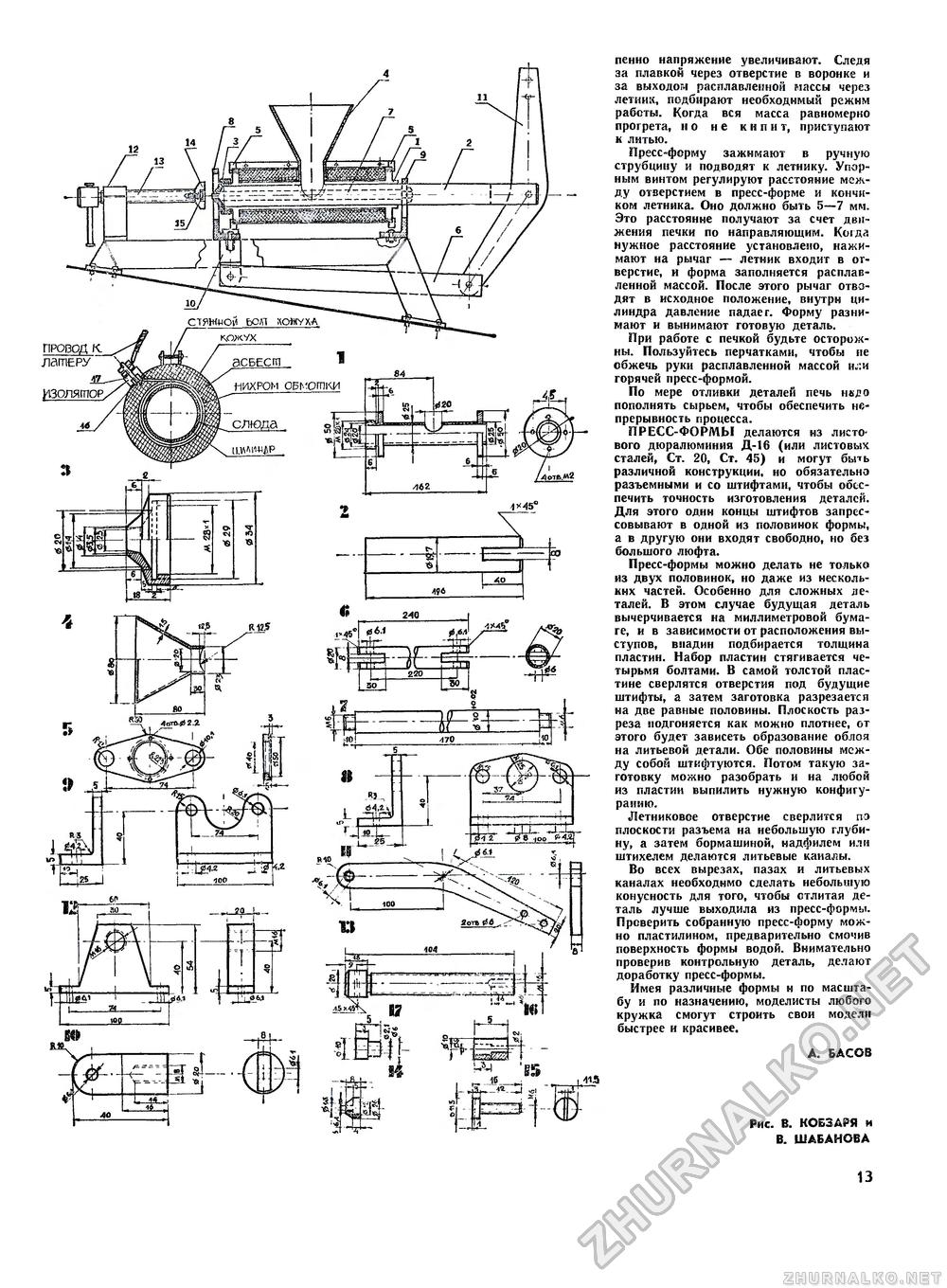
4<>tbw2
.-л («1
пенно напряжение увеличивают. Следя за плавкой через отверстие в воронке и за выходом расплавленной массы через летник, подбирают необходимый режим работы. Когда вся масса равномерно прогрета, но не кипит, приступают к литью. Пресс-форму зажимают в ручную струбцину и подводят к летнику. Упорным винтом регулируют расстояние между отверстием в пресс-форме и кончиком летника. Оно должно быть 5—7 мм. Это расстояние получают за счет движения печки по направляющим. Когда нужное расстояние установлено, нажимают на рычаг — летник входит в отверстие, и форма заполняется расплавленной массой. После этого рычаг отводят в исходное положение, внутри цилиндра давление падаег. Форму разнимают и вынимают готовую деталь. При работе с печкой будьте осторожны. Пользуйтесь перчатками, чтобы не обжечь руки расплавленной массой и::и горячей пресс-формой. По мере отливки деталей печь нвло пополнять сырьем, чтобы обеспечить непрерывность процесса. ПРЕСС-ФОРМЫ делаются нз листового дюралюминия Д-16 (или листовых сталей, Ст. 20, Ст. 45) и могут быть различной конструкции, но обязательно разъемными и со штифтами, чтобы обеспечить точность изготовления деталей. Для этого однн концы штифтов запрессовывают в одной из половинок формы, а в другую они входят свободно, но без большого люфта. Пресс-формы можно делать не только из двух половинок, но даже из нескольких частей. Особенно для сложных деталей. В этом случае будущая деталь вычерчивается на миллиметровой бумаге, и в зависимости от расположения выступов, внадин подбирается толщина пластин. Набор пластин стягивается четырьмя болтами. В самой толстой пластине сверлятся отверстия под будущие штифты, а затем заготовка разрезается на две равные половины. Плоскость разреза подгоняется как можно плотнее, от этого будет зависеть образование облоя на литьевой детали. Обе половины между собой штифтуются. Потом такую заготовку можно разобрать и на любой из пластин выпилить нужную конфигурацию. Летниковое отверстие сверлится по плоскости разъема на небольшую глубину, а затем бормашиной, надфилем или штихелем делаются литьевые каналы. Во всех вырезах, пазах и литьевых каналах необходимо сделать небольшую конусность для того, чтобы отлитая деталь лучше выходила из пресс-формы. Проверить собранную пресс-форму можно пластилином, предварительно смочив поверхность формы водой. Внимательно проверив контрольную деталь, делаюг доработку пресс-формы. Имея различные формы н по масштабу и по назначению, моделисты любого кружка смогут строить свои модели быстрее и красивее. А. БАСОВ Рис. В. КОБЗАРЯ и В. ШАБАНОВА 13 |
|||||||||||||||||||||||||








