Юный техник 1960-09, страница 51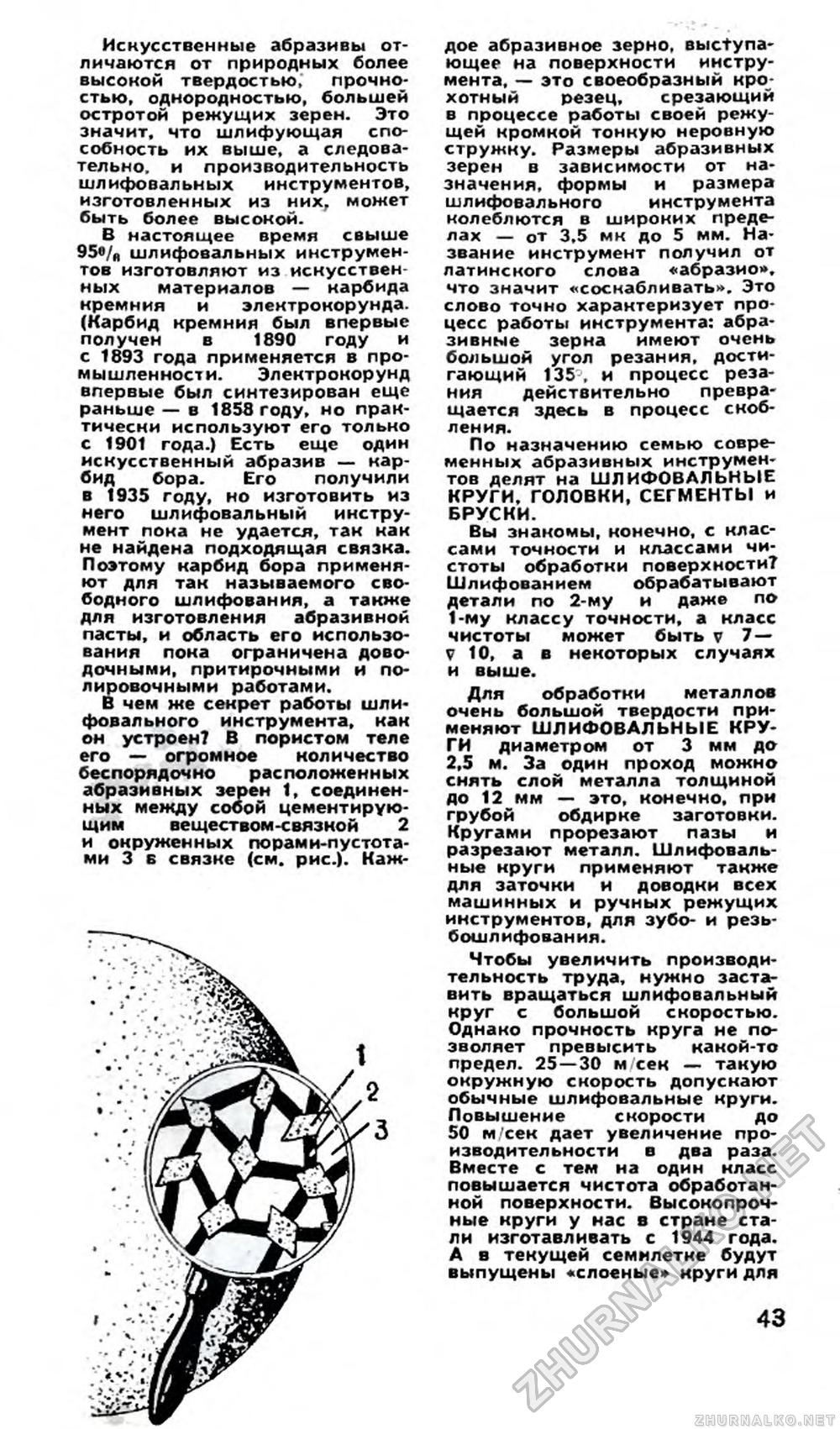
Искусственные абразивы отличаются от природных более высокой твердостью, прочностью, однородностью, большей остротой режущих зерен. Это значит, что шлифующая способность их выше, а следовательно. и производительность шлифовальных инструментов, изготовленных из них, может быть более высокой. В настоящее время свыше 95о/я шлифовальных инструментов изготовляют из искусственных материалов — карбида кремния и электрокорунда. (Карбид кремния был впервые получен в 1890 году и с 1893 года применяется в промышленности. Электрокорунд впервые был синтезирован еще раньше — в 1858 году, но практически используют его тольно с 1901 года.) Есть еще один искусственный абразив — карбид бора. Его получили в 1935 году, но изготовить из него шлифовальный инструмент пока не удается, так как не найдена подходящая связка. Поэтому карбид бора применяют для так называемого свободного шлифования, а также для изготовления абразивной пасты, и область его использования пока ограничена доводочными, притирочными и полировочными работами. В чем же секрет работы шлифовального инструмента, как он устроен? В пористом теле его — огромное количество беспорядочно расположенных абразивных зерен 1, соединенных между собой цементирующим веществом-связной 2 и окруженных порами-пустотами 3 в связке (см. рис.). Каж дое абразивное зерно, выступающее на поверхности инструмента, — это своеобразный крохотный резец, срезающий в процессе работы своей режущей кромкой тонкую неровную стружку. Размеры абразивных зерен в зависимости от назначения, формы и размера шлифовального инструмента колеблются в широних пределах — от 3,5 мк до 5 мм. Название инструмент получил от латинского слова «абразио». что значит «соскабливать». Это слово точно характеризует процесс работы инструмента: абразивные зерна имеют очень большой угол резания, достигающий 135°, и процесс резания действительно превращается здесь в процесс скобления. По назначению семью современных абразивных инструментов делят на ШЛИФОВАЛЬНЫЕ КРУГИ, ГОЛОВКИ, СЕГМЕНТЫ и БРУСКИ. Вы знакомы, конечно, с классами точности и классами чистоты обработки поверхности? Шлифованием обрабатывают детали по 2-му и даже по 1-му классу точности, а класс чистоты может быть v 7 — V 10, а в некоторых случаях и выше. Для обработки металлов очень большой твердости применяют ШЛИФОВАЛЬНЫЕ КРУГИ диаметром от 3 мм до 2,5 м. За один проход можно снять слой металла толщиной до 12 мм — это, конечно, при грубой обдирке заготовки. Кругами прорезают пазы и разрезают металл. Шлифовальные круги применяют также для заточки и доводки всех машинных и ручных режущих инструментов, для зубо- и резь-бошл ифования. Чтобы увеличить производительность труда, нужно заставить вращаться шлифовальный круг с большой скоростью. Однако прочность круга не позволяет превысить какой-то предел. 25 — 30 м/сек — такую окружную скорость допускают обычные шлифовальные круги. Повышение скорости до 50 м/сек дает увеличение производительности в два раза. Вместе с тем на один класс повышается чистота обработанной поверхности. Высокопрочные круги у нас в стране стали изготавливать с 1944 года. А в текущей семилетке будут выпущены «слоеные» круги для VIII |








