Юный техник 1983-09, страница 64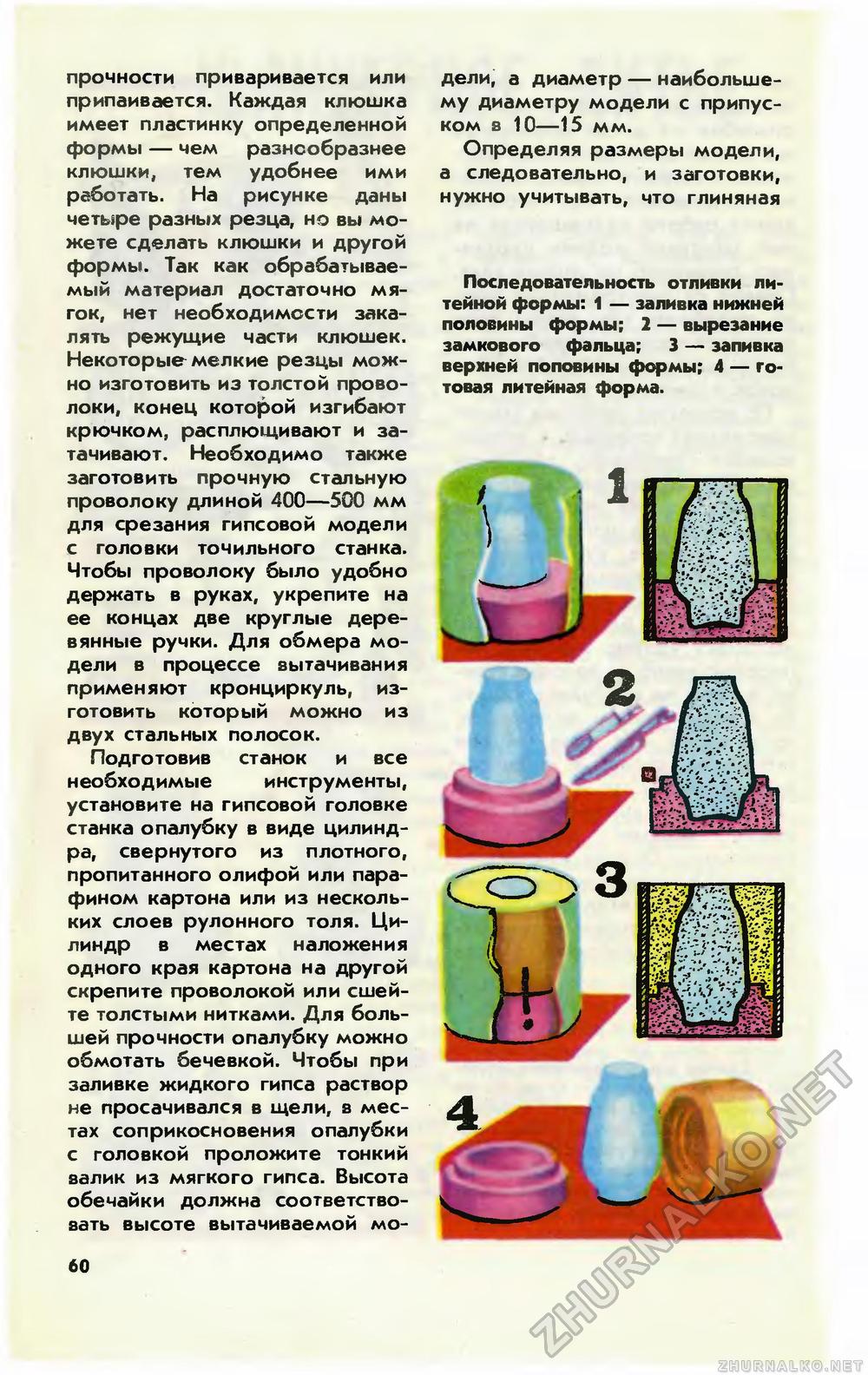
прочности приваривается или припаивается. Каждая клюшка имеет пластинку определенной формы — чем разнообразнее клюшки, тем удобнее ими работать. На рисунке даны четыре разных резца, но вы можете сделать клюшки и другой формы. Так как обрабатываемый материал достаточно мягок, нет необходимости закалять режущие части клюшек. Некоторые мелкие резцы можно изготовить из толстой проволоки, конец которой изгибают крючком, расплющивают и затачивают. Необходимо также заготовить прочную стальную проволоку длиной 400—500 мм для срезания гипсовой модели с головки точильного станка. Чтобы проволоку было удобно держать в руках, укрепите на ее концах две круглые деревянные ручки. Для обмера модели в процессе вытачивания применяют кронциркуль, изготовить который можно из двух стальных полосок. Подготовив станок и все необходимые инструменты, установите на гипсовой головке станка опалубку в виде цилиндра, свернутого из плотного, пропитанного олифой или парафином картона или из нескольких слоев рулонного толя. Цилиндр в местах наложения одного края картона на другой скрепите проволокой или сшейте толстыми нитками. Для большей прочности опалубку можно обмотать бечевкой. Чтобы при заливке жидкого гипса раствор не просачивался в щели, в местах соприкосновения опалубки с головкой проложите тонкий валик из мягкого гипса. Высота обечайки должна соответствовать высоте вытачиваемой мо дели, а диаметр — наибольшему диаметру модели с припуском в 10—15 мм. Определяя размеры модели, а следовательно, и заготовки, нужно учитывать, что глиняная Последовательность отливки литейной формы: 1 — заливка нижней половины формы; 2 — вырезание замкового фальца; 3 — запивка верхней попо ины формы; 4 — готовая литейная форма. 60 |








