Техника - молодёжи 1950-06, страница 5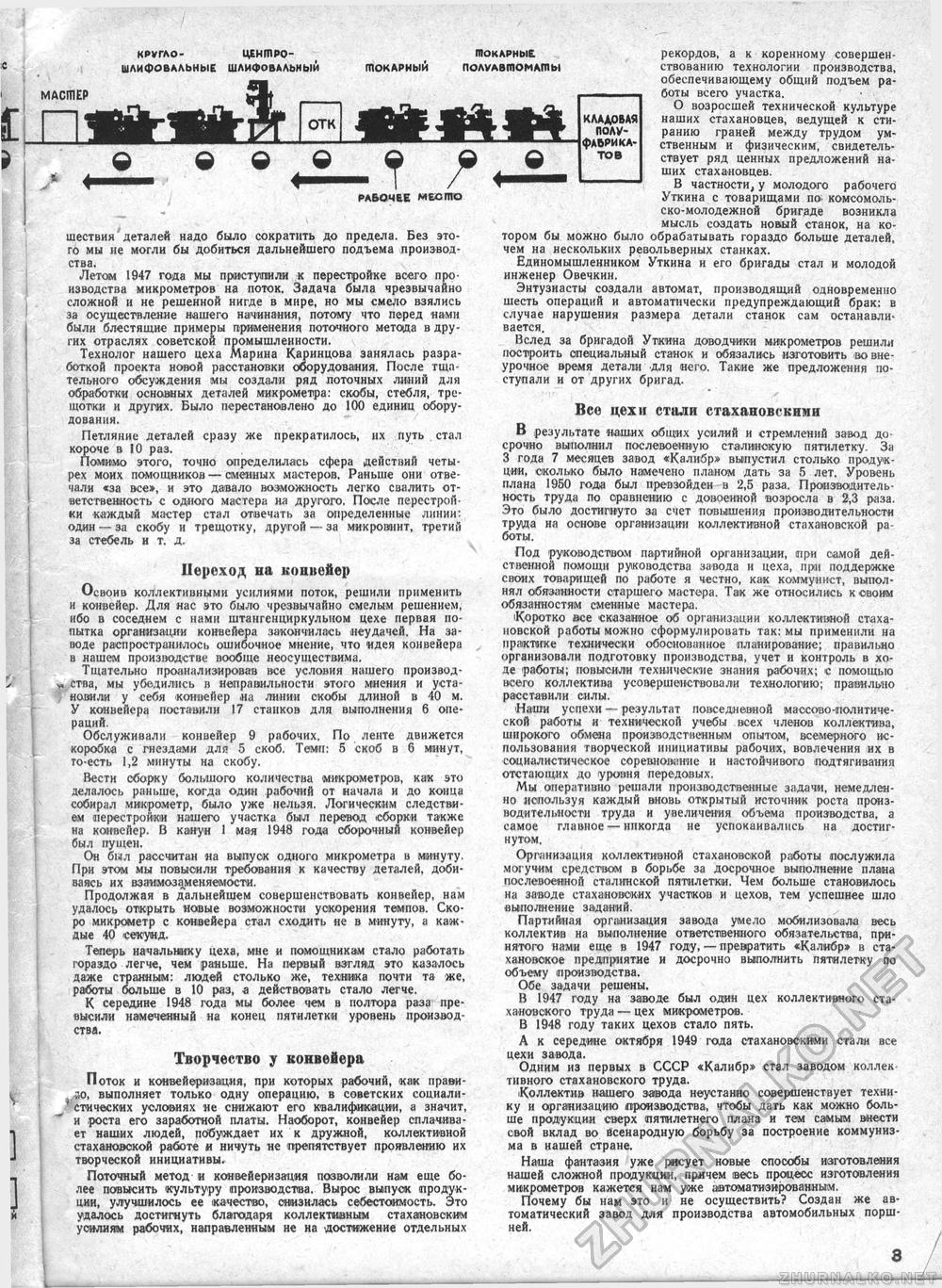
КРУГЛО- ЦЕНШРО- ШЛИФОВЛЛЬНЫЕ ШЛИФОВАЛЬНЫЙ МАСШЕР кладовая ПОЛУФАБРИКАТОВ РАБОЧЕЕ MEOUIO шествия деталей надо было сократить до предела. Без этого мы не могли бы добиться дальнейшего подъема производства. Летом 1947 года мы приступили к перестройке всего производства микрометров на поток. Задача была чрезвычайно сложной и не решенной нигде в мире, но мы смело взялись за осуществление нашего начинания, потому что перед нами были блестящие примеры применения поточного метода в других отраслях советской промышленности. Технолог нашего цеха Марина Каринцова занялась разработкой проекта новой расстановки оборудования. После тщательного обсуждения мы создали ряд поточных линий для обработки основных деталей микрометра: скобы, стебля, трещотки и других. Было перестановлено до 100 единиц оборудования. Петляние деталей сразу же прекратилось, их путь стал короче в 10 раз. Помимо этого, точно определилась сфера действий четырех моих помощников — сменных мастеров. Раньше они отвечали «за все», и это давало возможность легко свалить ответственность с одного мастера на другого. После перестройки каждый мастер стал отвечать за определенные линии: один — за скобу и трещотку, другой — за микровинт, третий за стебель и т. д. Переход на конвейер Освоив коллективными усилиями поток, решили применить и конвейер. Для нас это было чрезвычайно смелым решением, ибо в соседнем с нами штангенциркульном цехе первая попытка организации конвейера закончилась неудачей. На заводе распространилось ошибочное мнение, что идея конвейера в нашем производстве вообще неосуществима. Тщательно проанализировав все условия нашего производ-у» ства, мы убедились в неправильности этого мнения и установили у себя конвейер на линии скобы длиной в 40 м. У конвейера поставили 17 станков для выполнения 6 операций. Обслуживали конвейер 9 рабочих. По ленте движется коробка с гнездами для 5 скоб. Темп: 5 скоб в 6 минут, то-есть 1,2 минуты на скобу. Вести сборку большого количества микрометров, как это делалось раньше, когда один рабочий от начала и до конца собирал микрометр, было уже нельзя. Логическим следствием перестройки нашего участка был перевод сборки также на конвейер. В канун 1 мая 1948 года сборочный конвейер был пущен. Он был рассчитан на выпуск одного микрометра в минуту. При этом мы повысили требования к качеству деталей, добиваясь их взаимозаменяемости. Продолжая в дальнейшем совершенствовать конвейер, нам удалось открыть новые возможности ускорения темпов. Скоро микрометр с конвейера стал сходить не в минуту, а каждые 40 секунд. Теперь начальнику цеха, мне и помощникам стало работать гораздо легче, чем раньше. На первый взгляд это казалось даже странным: людей столько же, техника почти та же, работы больше в 10 раз, а действовать стало легче. К середине 1948 года мы более чем в полтора раза превысили намеченный на конец пятилетки уровень производства. Творчество у конвейера Поток и конвейеризация, при которых рабочий, как прави-7,о, выполняет только одну операцию, в советских социалистических условиях не снижают его квалификации, а значит, и роста его заработной платы. Наоборот, конвейер сплачивает наших людей, побуждает их к дружной, коллективной стахановской работе и ничуть не 'Препятствует проявлению их творческой инициативы. Поточный метод и конвейеризация позволили нам еще более повысить культуру производства. Вырос выпуск продукции, улучшилось ее качество, снизилась себестоимость. Это удалось достигнуть благодаря коллективным стахановским усилиям рабочих, направленным не на достижение отдельных шокарные рекордов, а к коренному совершен- Шокарный ПолУАвтомлты ствованию технологии производства, обеспечивающему общий подъем работы всего участка. О возросшей технической культуре наших стахановцев, ведущей к стиранию граней между трудом умственным и физическим, свидетельствует ряд ценных предложений наших стахановцев. В частности, у молодого рабочего Уткина с товарищами по комсомоль-ско-молодежной бригаде возникла мысль создать новый станок, на котором бы можно было обрабатывать гораздо больше деталей, чем на нескольких револьверных станках. Единомышленником Уткина и его бригады стал и молодой инженер Овечкин. Энтузиасты создали автомат, производящий одновременно шесть операций и автоматически предупреждающий брак: в случае нарушения размера детали станок сам останавливается. Вслед за бригадой Уткина доводчики микрометров решили построить специальный станок и обязались изготовить во внеурочное время детали для него. Такие же предложения поступали и от других бригад. Все цехи стали стахановскими В результате наших общих усилий и стремлений завод досрочно выполнил послевоенную сталинскую пятилетку. За 3 года 7 месяцев завод «Калибр» выпустил столько продукции, сколько было намечено планом дать за 5 лет. Уровень плана 1950 года был превзойден в 2,5 раза. Производительность труда по сравнению с довоенной возросла в 2,3 раза. Это было достигнуто за счет повышения производительности труда на основе организации коллективной стахановской работы. Под руководством партийной организации, при самой действенной помощи руководства завода и цеха, при поддержке своих товарищей по работе я честно, как коммунист, выполнял обязанности старшего мастера. Так же относились к своим обязанностям сменные мастера. коротко все сказанное об организации коллективной стахановской работы можно сформулировать так: мы применили на практике технически обоснованное планирование; правильно организовали подготовку производства, учет и контроль в ходе работы; повысили технические знания рабочих; с помощью всего коллектива усовершенствовали технологию; правильно расставили силы. Наши успехи — результат повседневной массово-политической работы и технической учебы всех членов коллектива, широкого обмена производственным опытом, всемерного использования творческой инициативы рабочих, вовлечения их в социалистическое соревнование и настойчивого подтягивания отстающих до уровня передовых. Мы оперативно решали производственные задачи, немедленно используя каждый вновь открытый источник роста производительности труда и увеличения объема производства, а самое главное—никогда не успокаивались на достигнутом. Организация коллективной стахановской работы послужила могучим средством в борьбе за досрочное выполнение плана послевоенной сталинской пятилетки. Чем больше становилось на заводе стахановских участков и цехов, тем успешнее шло выполнение заданий. Партийная организация завода умело мобилизовала весь коллектив на выполнение ответственного обязательства, принятого нами еще в 1947 году, — превратить «Калибр» в стахановское предприятие и досрочно выполнить пятилетку по объему производства. Обе задачи решены. В 1947 году на заводе был один цех коллективного стахановского труда — цех микрометров. В 1948 году таких цехов стало пять. А к середине октября 1949 года стахановскими стали все цехи завода. Одним из первых в СССР «Калибр» стал заводом коллек тнвного стахановского труда. Коллектив нашего завода неустанно совершенствует технику и организацию производства, чтобы дать как можно больше продукции сверх пятилетнего плана и тем самым внести свой вклад во всенародную борьбу за построение коммунизма в нашей стране. Наша фантазия уже рисует новые способы изготовления нашей сложной продукции, причем весь процесс изготовления микрометров кажется нам уже автоматизированным. Почему бы нам это и не осуществить? Создан же автоматический завод для производства автомобильных поршней. 3 |








