Техника - молодёжи 1950-06, страница 4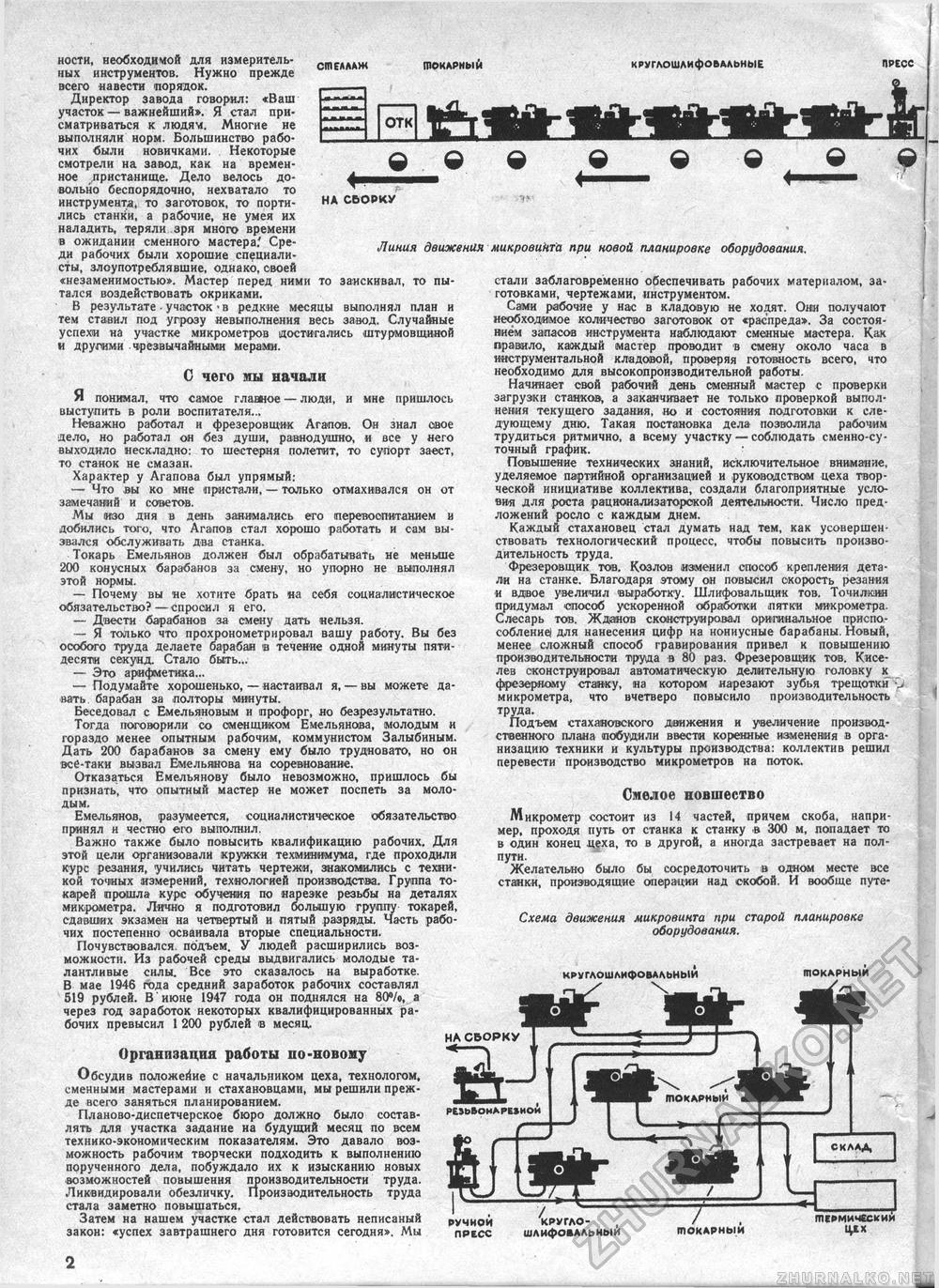
cm ел лаж ШОКАРНЫЙ НА СБОРКУ Он знал свое и все у него супорт заест, ностн, необходимой для измерительных инструментов. Нужно прежде всего навести порядок. Директор завода говорил: «Ваш участок — важнейший». Я стал присматриваться к людям, Многие не выполняли норм. Большинство рабочих были новичками. Некоторые смотрели на завод, как на временное пристанище. Дело велось довольно беспорядочно, нехватало то инструмента, то заготовок, то портились станки, а рабочие, не умея их наладить, теряли зря много времени в ожидании сменного мастера.' Среди рабочих были хорошие специалисты, злоупотреблявшие, однако, своей «незаменимостью». Мастер перед ними то заискивал, то пытался воздействовать окриками. В результате • участок • в редкие месяцы выполнял план и тем ставил под угрозу невыполнения весь завод. Случайные успехи на участке микрометров достигались штурмовщиной и другими чрезвычайными мерами. С чего мы начали Я понимал, что самое главное — люди, и мне пришлось выступить в роли воспитателя... Неважно работал и фрезеровщик Агапов, дело, но работал он без души, равнодушно, выходило нескладно: то шестерня полетит, то то станок не смазан. Характер у Агапова был упрямый: — Что вы ко мне пристали, — только отмахивался он от замечаний и советов. Мы изо дня в день занимались его перевоспитанием и добились того, что Агапов стал хорошо работать и сам вызвался обслуживать два станка. Токарь Емельянов должен был обрабатывать не меньше 200 конусных барабанов за смену, но упорно не выполнял этой нормы. — Почему вы we хотите брать на себя социалистическое обязательство?—спросил я его. — Двести барабанов за смену дать нельзя. — Я только что прохронометрировал вашу работу. Вы без особого труда делаете барабан в течение одной минуты пятидесяти секунд. Стало быть... — Это арифметика... — Подумайте хорошенько, — настаивал я, — вы можете давать барабан за полторы минуты. Беседовал с Емельяновым и профорг, но безрезультатно. Тогда поговорили со сменщиком Емельянова, молодым и гораздо менее опытным рабочим, коммунистом Залыбиным. Дать 200 барабанов за смену ему было трудновато, но он все-таки вызвал Емельянова на соревнование. Отказаться Емельянову было невозможно, пришлось бы признать, что опытный мастер не может поспеть за молодым. Емельянов, разумеется, социалистическое обязательство принял и честно его выполнил. Важно также было повысить квалификацию рабочих. Для этой цели организовали кружки техминимума, где проходили курс резания, учились читать чертежи, знакомились с техникой точных измерений, технологией производства. Группа токарей прошла курс обучения по нарезке резьбы на деталях микрометра. Лично я подготовил большую группу токарей, сдавших экзамен на четвертый и пятый разряды. Часть рабочих постепенно осваивала вторые специальности. Почувствовался, подъем. У людей расширились возможности. Из рабочей среды выдвигались молодые талантливые силы. Все это сказалось на выработке. В мае 1946 года средний заработок рабочих составлял 519 рублей. В июне 1947 года он поднялся на 80%, а через год заработок некоторых квалифицированных рабочих превысил 1 200 рублей в месяц. Организация работы по-новому Обсудив положение с начальником цеха, технологом, сменными мастерами и стахановцами, мы решили прежде всего заняться планированием. Планово-диспетчерское бюро должно было составлять для участка задание на будущий месяц по всем технико-экономическим показателям. Это давало возможность рабочим творчески подходить к выполнению порученного дела, побуждало их к изысканию новых возможностей повышения щюизводительности труда. Ликвидировали обезличку. Производительность труда стала заметно повышаться. Затем на нашем участке стал действовать неписаный закон: «успех завтрашнего дня готовится сегодня». Мы КРУГЛОШАИфОбААЬНЫЕ ПРЕСС Линия движения микровинта при новой планировке оборудования. стали заблаговременно обеспечивать рабочих материалом, заготовками, чертежами, инструментом. Сами рабочие у нас в кладовую не ходят. Они получают необходимое количество заготовок от «рас'преда». За состоянием запасов инструмента наблюдают сменные мастера. Ках правило, каждый мастер проводит в смену около часа в инструментальной кладовой, проверяя готовность всего, что необходимо для высокопроизводительной работы. Начинает свой рабочий день сменный мастер с проверки загрузки станков, а заканчивает не только проверкой выполнения текущего задания, но я состояния подготовки к следующему дню. Такая постановка дела позволила рабочим трудиться ритмично, а всему участку — соблюдать сменно-су-точный график. Повышение технических знаний, исключительное внимание, уделяемое партийной организацией и руководством цеха творческой инициативе коллектива, создали благоприятные условия для роста рационализаторской деятельности. Число предложений росло с каждым днем. Каждый стахановец стал думать над тем, как усовершенствовать технологический процесс, чтобы повысить производительность труда. Фрезеровщик тов. Козлов изменил способ крепления детали на станке. Благодаря этому он повысил скорость резания и вдвое увеличил выработку. Шлифовальщик тов. Точнлкин придумал способ ускоренной обработки пятки микрометра. Слесарь тов. Жданов сконструировал оригинальное приспособление! для нанесения цифр на нониусные барабаны. Новый, менее сложный способ гравирования привел к повышению производительности труда в 80 раз. Фрезеровщик тов. Киселев сконструировал автоматическую делительную головку к фрезерному станку, на котором нарезают зубья трещотки микрометра, что вчетверо повысило производительность труда. Подъем стахановского движения и увеличение производственного плана побудили ввести коренные изменения в организацию техники и культуры производства: коллектив решил перевести производство микрометров на поток. Смелое новшество Микрометр состоит из 14 частей, причем скоба, например, проходя путь от станка к станку в 300 м, попадает то в один конец цеха, то в другой, а иногда застревает на полпути. Желательно было бы сосредоточить в одном месте все станки, производящие операции над скобой. И вообще путе- Схема движения микровинта при старой планировке оборудования. КРУГЛОШАИфОВАЛЬНЫИ \ ШОКАРНЫЙ "кругло- , шлифов АЛЬПЫ и шокарный тсрмичеекии ЦЕХ 2 |








