Техника - молодёжи 1951-06, страница 20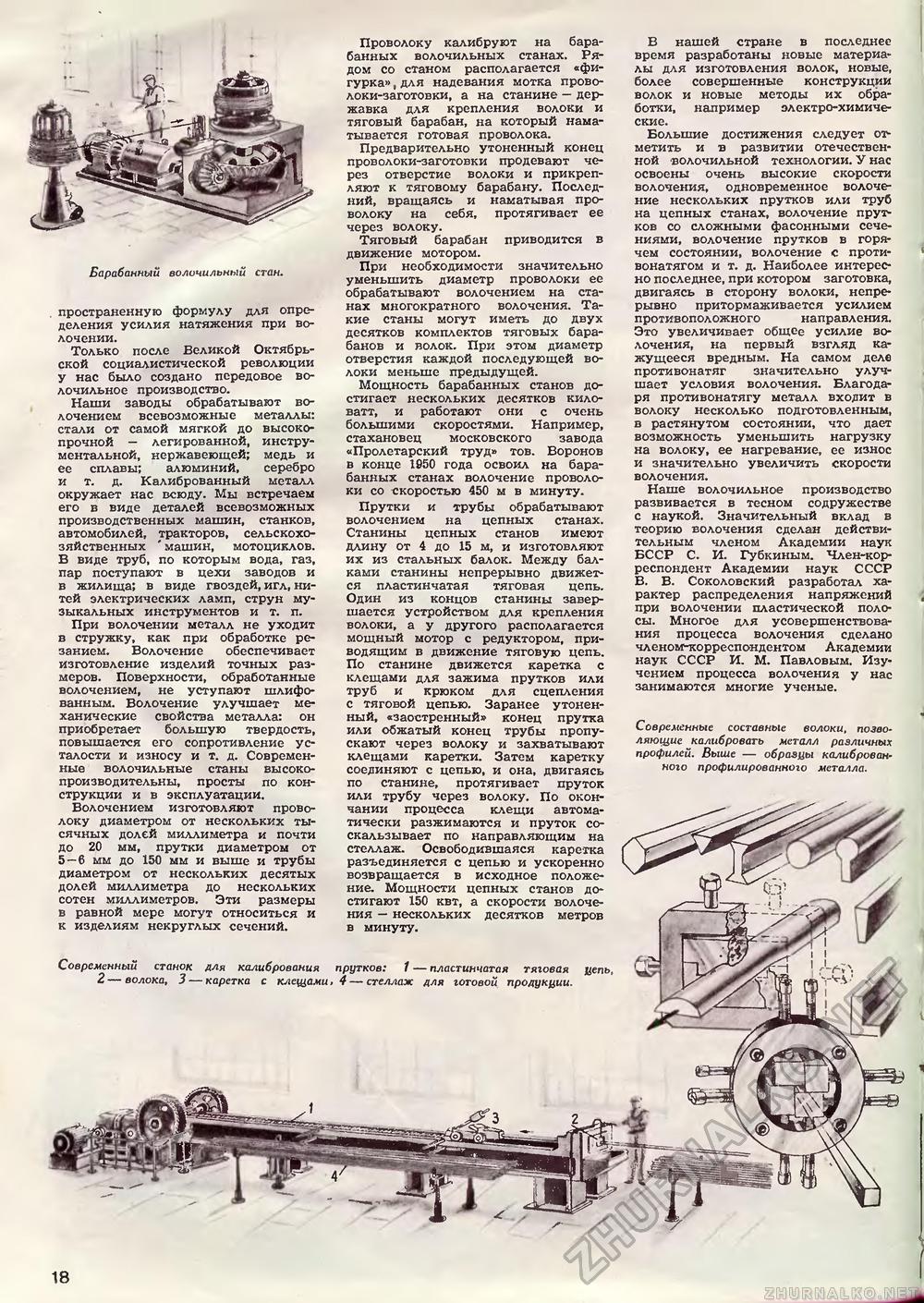
Современный станок длл ксимбрования пру. кое: 1 — пластинчатая тяговая иепь, 2—волока, 3 — каретка с гс^щами, 4 — стеллаж для ютовой продукции. Ь кашей стране в последнее время разработаны новые материв' лы д.^я изго-овления волок, новые, более совершенные конструкции волок и новые методы их обработки, например электро- химические Большие достижения следует отметить и в развитии отечественной волочильной технологии. У нас освосны очень высокие скорости волочения, одновременное волочение нескольких пругков или труб на цепных стг нах, волочение прут-ког со сложными фас энными сечениями, волочение прутков в горячем состоянии, волоче ние с прети-вонатя! ом и т. д. Наиболее интересно послс днее, при котором заготовка, д^таясь в сторону волоки, непрерывно притормажиьается уси\ием проти юположного направления. Это увеличи! ает общее усилие волочения, на первый взгляд кажущееся вредным. На гамом деле противонатяг значительш улучшает условия волочения. Бла1 ода-ря противонатягу металл входит в волоку несколько подготовленным, ь растянутом состоянии, что дает возможность уменьш 1ть нагсу'лку на волоку, ее нагревание, ее из.чос и значите/ьно увеличить скорости во/ очения. 1'аше волочильное производство развиваемся в тесном содружества с наукой. Значительный вклад в теорию волочения сделан действительным членом Академии наук БССР С И Губкиным. Член-кор-реопондент Академии наук СССР Р- В. Соколовский разработа \ характер распределения напряжений при волочении пластической полосы. Многое для усовершенствования процесса волочения сделано членоь~-кс ррс -пгндентом Академии наук СССР И. М. Павловым. Изучением проц;сса волочения у нас занимаются многие ученые. Современные состав* ме волоки, позво-ляющш калибровать металл различных профилей. Выш- — образцы калиброванного профилированною металла. Бапабпнный волочильный стан. пространенну-о формулу для определения усилия натяженил при волочении. Только после Великой Октябрьской социалистической революции у нас было создано передовое волочильное производство. Наши заводы обрабатывает волочением всевозможные и,:еталль-стали от самой мягкой „о высокопрочной — легированной, инструментальной, нержавеющей; мед* и ее сплавы; алюм 1ний, серебре и т. д. Калиброванный металл окружает нас тсюду. Мы встречаем его в виде деталей всевозможных производственных „-ашин, станков, автом! билей, 'тактороч, сельскохозяйственных ' ..ташин, мотоциклов. В виде труб, по которым вода, газ, пар поступав в цехи заводов и в жилища; в виде гвоздей, игл, нитей электрических ламп, струн музыкальных инструментов и т. п. При волочении мета/ л нг уходит в стружку, как при обр; ботке резанием. Волочение обеспечивает изготовление изделий точных размеров. Поверхнос и, обработанные "олочением, не уступает шлифованным. Волочение у„.учшае4- механические свойства металла: он приобретает большую твердость, повышается е^о сопротивление усталости и износу и т. д. Сове емен-иые волочильные станы высокопроизводительны, просты по конструкции и в эксплуатации. Волочением изготовляю г проволоку диаметром от нескольких тысячных до/ ей миллиметра и почти д® Z0 ым, :рутки диаметром от 5—6 «1ы до 150 мм и выше и ' рубы диаметром от нескольких десятых долей миллиметра до нескольких сотен м 1ллиметров, Э*и размеры в равной мере могут относиться и к изделиям некруглых сечений. Проволоку калибруют на барабанных волочильных станах. Гл-дом со ci аном располагается фигурка» для надевания мотка пйэво-локи-з^готовки, а на станине — державка для крепления "оло.си и тягочый бараоан, на который наматывается готовая проволока. Предьарительно утоненный хонец проволоки-заготовки продевают через отверстие волоки и j ргкреп-лл1эт к тяговому барабану. Последний, вращаясь и наматывая проволоку на себя, протягивает ее через волоку. Тяговый барабан приводится в движение мотором. При необходимости значительно уменьшить диаметр проволоки ее обрабаты ЗаЮТ ьоло [ением на станах многокра1 ного волочения. Такие стан<д могут иметь до двух десятков комп\ектор тяговых барабанов и чолок. При этом д1.аметр от! ерстия каждой последующей волоки меньше предыдущей. Мощность барабан IX стано^ достигает нескольких десятков киловатт, и работают они с очень большим»: скоростями. Например, стах шовец московского завода «Пролетарский труд» то». Воронов в конце 1950 года освоил на барабанных станах волочение проволоки со скоростью 450 м в минуту Прутки и трубы обрабатывают волочением на цепнчх ста iax. Станины цепных станов ими it длину от 4 до 15 м, и изготовляют их из стальных балок. Между балками станины непрерывно движется пластинчатая тяговая цепь. Один из концов станины зазер-шается устройством для крепления голоки. а у другого располагается мощный [motor с редуктором, приводящим ь движение тяговую цепь. Пс станине движется з.ареткг с клещами для зажима прутков или груб и крюком для сцеплении с т-чго^ой цепью, Заранее утоненный -заостренный?- конец прутка или «обжатый конец /рубы пропускают через волоку и захватычг")/ клещами каретки Затом каретку соединяют с цепью, и она, двигаясь по станине, про'.лгивае! пруток или трубу через волоку. По окончании процесса клещи автоматически разжимаются и пруток соскальзывает по направляющим на стеллаж. Освободившаяся каретка разъединяемся с цепью и ускоренно всзвраг^нется в исходное положение. Moiii пости цепных стансв достигал iT 150 KBi, а скорости волочения — нескольких десятков i-етров в г тину ту. 18 |








