Техника - молодёжи 1951-12, страница 9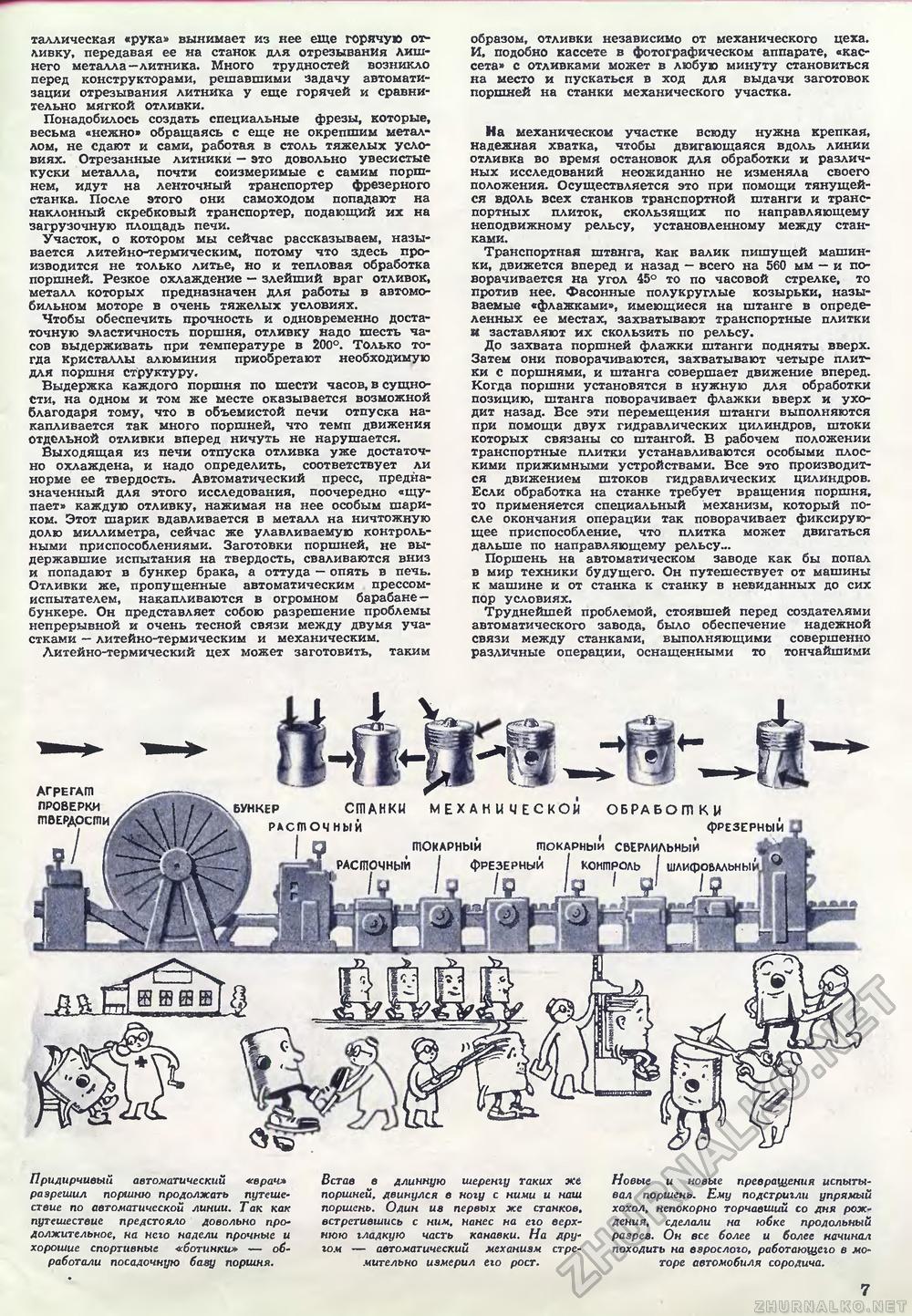
таллическая грука гынимает из гее еще горячу-о отливку, передавая ее иа станок длл отрезывания лишнего ме«/1ла—литника. Много гру„нос; ей вознлнло перед сонструктор 1ми, решавшими задачу автоматизации отрезывания литника у еще горячей и сравнительно ягкой отли 1ки. Понадобилось создать сгециа\. .ные фре'_ы, сотооые, иесьмг» не.кно» обрашаяс» с еще не окреп: щи [ металлом, не сдают и сами работая в столь тяжелых условиях. Отр „анные »итники - эти довс льно увесистые куски металла, почти соизмеримые с семг i поршнем, идут на ленточный транспортер фрезерного станке После этого они саюходом попадагот па наклгнчый скреоковый транспортер, подапщий их на загрузочнуо плоцадь печи. Унасток, о котором мы сейчас расскгзывгем, называется лиг эйно-^еомт'ческим, пиому что здесь производится не только литье, но и теп, овая обработка поршней. Резкое охлаждение — злеишии враг отливок, металл которых пре (назначен для работы в автомо-иильно i моторе в очень -яжелих условиях. Чтобы обеспечить прочностг и одновременно достаточную эластичность поршня, oi \ивку ,чадо шесть часов выд< рживагь при темлерату ре в 200°. То лко тогда кристаллы ал«омилия прио >ретают необходи-лую Д/я .юргшя структуру. Выдержка каждого поошня по шести часов, в сущнс Сти, ла одном и том же месте оказыаается воз ожной благодаря тому что в объемистой печи отпуска накапливайся так много поршней, что темп движения отдельной обливки ьперед ничу' ь не нарушается. Вы.соцящая из пачи отпуска отливка уже достаточно оз лаждена, и надо определить, соответствует ли норме ее твердость. Автоматический пресс, предназначенный для этого исследования, поочередно чщу-пает> каждул отливку, нанимая на нее особым шгри-ком. Этот шаргк вдавливается в метглл на ничтожную долю миллиьеэтра, сейчас те улавли ваемую кон-рольным*: приспособлениями. Заготовки поршней, не ви-державшие испытания на твердость, свалив; *с ссп вниз и попадают в буш ер брака, а оттуда — опять в печь. Отливки же, пропущенные автомати (ескии пр* ссом-испьчателем, накапливаются в огромном бьраблне — бункере. Он представляет собою разрешение ироблемь* непрерывной и очень тесной связи между двумя участками — литьйно термическим и механическим. Литейно термический цех может заготовить, таким образом, о-ливки незагчеимо от механического цеха. И, подобно 1 ассете в фотографическом аппарате, «кассета"- с отливками мохгет в лобу.з минуу станочьться на [есто и пускаться в ход для иыдач». заготовок поршней на станки механическое о участка. На иеханическои участке всюду нужна :репкая, не дежиая э:ватка, чтобы двигающаяся вдоль линии отливки во время остановок для обработки и различных исследований неожиданно не изменяла се ">его положения. Осуществляется это при помощи тянущейся вдоль всех ссанков транспортной штанги и транс-портних плитекг скользящих по направляющему неподвижному рельсу, установленному меж,-у станками. Трагспортная штанга, как валик пишущей машинки, дчижется вперед и :азад — всего на 560 мм — и поворачивается л& угол 45-> то по часовой стрелке, то пробив нее Фасонные полукруглые козыр-.ки, называемый в&лажкам:"имеющиесн на штанге в определенных ее местах, залватывапт грпнепортные плитки и 'астовляит их ско/ьзить по рельсу. До захвата .юр: .лей флажки штанг» подняты зверх. Зать, они поворачиваются, захватывают четыре плитки с поршнями, и штанга совершает движ :ние вперед. Когда поршни установятся в нужну! > для обработки позицию, п ганга поворачивает флажки ввеох и /ходит назад. Все эти перемещения птанги выполняются при помощи двух ги "равлических цил шдров шток», которых связаны со шеангой. В раоочем положении транспор ные плитки устан, вливаются особыми плоскими прижимными устройствами. Все это производится движением штоков гидравлических цилш;доов. Бели обработка на станке требует вращения поршня, то применяемся ci ецияльный механизм, который после окончания операции так позорачивает фиксирующее приспособление, что плитка может двигаться дальше по направляющему рел! .су... Поршенг на автомгтическоч заводе как бы попал в мир техники будущего. Он путешествует от машинь к машине и от с анка к станку в невиданных до сих пор условиях. Труднейггей проблемой, стоявшей перед создателями автоматического завода, было обеспечение над'.жчой связи между станками, выполняющими совершенно различные о леррции, оснащенными то тонч! йшлми M-pFTAm проверки швердосши СП1АНКИ MEXAHUЧЕСКОЙ ОБРАБОШКИ фрЕзерныС гпокарны шоклрныи сверлмльны! Фрезирнь-V контроль шлифовальный БУНКЕР рлсточ ныи МС1ГХ ЧНЫИ Г!ринирччвый авто>атическ'й «врач» разрешил поршню продолжать пу" ше-сх ие по автомат ичсскои линии. Так как путешествие npencTosu^o довольно про-должит гльное, на него надели прочные и хороши г спортивные ботинки* — обработали посадочную бг у поршг . Встал в длинную vtepewj таких усь поршней, двинулся в ногу с ними и наш поршень. Один из перi и \х же станков, встрети ш,.:сь г ним. нангс на Чо с ерх-нюю гладкую часть канасхи. Ни другом — ивтоматич! ский механизм стремительно измерил ею рост, Новыt и новые превращения испытывал поригнь. Ему подстригли упрямы г хохол, непокорно торнавйши со дня оож д миг. £ елали на юбке продольный oar pes. Он ect боле- и более начинал походить не в-росло-о, работающего в мо-i'opt свъчмобиля соро ича. 7 |








