Техника - молодёжи 1951-12, страница 10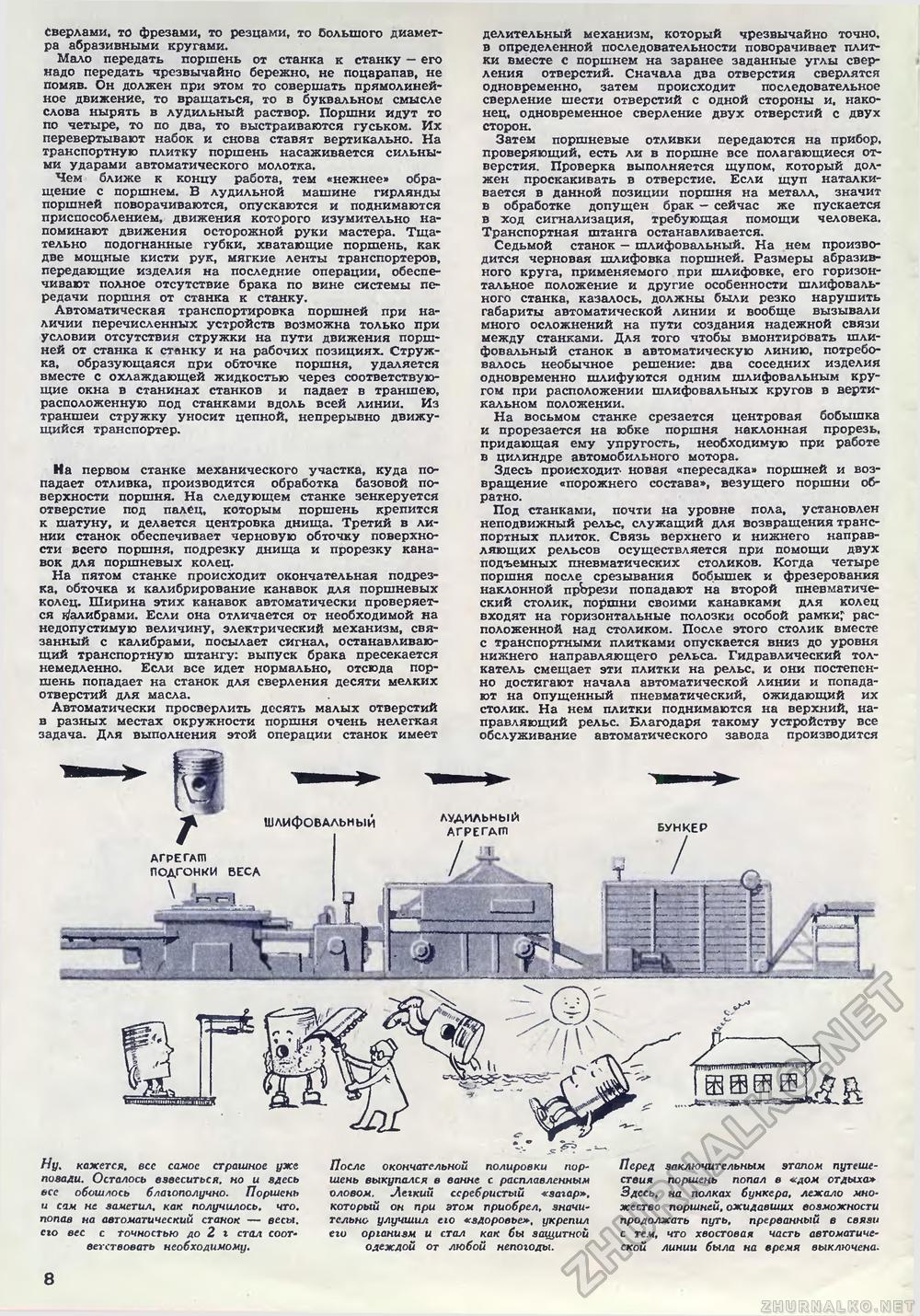
Сверлами, то фрезами, то резцами, то Большого диаметра абразивными кругами. Мало передать поршень от станка к станку — его надо передать чрезвычайно бережно, не поцарапав, не помяв. Он должен при этом то совершать прямолинейное движение, то вращаться, то в буквальном смысле слова нырять в лудильный раствор. Поршни идут то по четыре, то по два, то выстраиваются гуськом. Их перевертывают набок и снова ставят вертикально. На транспортную плитку поршень насаживается сильными ударами автоматического молотка. Чем ближе к концу работа, тем «нежнее» обращение с поршнем. В лудильной машине гирлянды поршней поворачиваются, опускаются и поднимаются приспособлением, движения которого изумительно напоминают движения осторожной руки мастера. Тщательно подогнанные губки, хватающие поршень, как две мощные кисти рук, мягкие ленты транспортеров, передающие изделия на последние операции, обеспечивают полное отсутствие брака по вине системы передачи поршня от станка к станку. Автоматическая транспортировка поршней при наличии перечисленных устройств возможна только при условии отсутствия стружки на пути движения поршней от станка к стенку и на рабочих позициях. Стружка, образующаяся при обточке поршня, удаляется вместе с охлаждающей жидкостью через соответствующие окна в станинах станков и падает в траншею, расположенную под станками вдоль всей линии. Из траншеи стружку уносит цепной, непрерывно движущийся транспортер. Иа первом станке механического участка, куда попадает отливка, производится обработка базовой поверхности поршня. На следующем станке зенкеруется отверстие под палец, которым поршень крепится к шатуну, и делается центровка днища. Третий в линии станок обеспечивает черновую обточку поверхности всего поршня, подрезку днища и прорезку канавок для поршневых колец. На пятом станке происходит окончательная подрезка, обточка и калибрирование канавок для поршневых колец. Ширина этих канавок автоматически проверяется калибрами. Если она отличается от необходимой на недопустимую величину, электрический механизм, связанный с калибрами, посылает сигнал, останавливающий транспортную штангу: выпуск брака пресекается немедленно. Если все идет нормально, отсюда поршень попадает на станок для сверления десяти мелких отверстий для масла. Автоматически просверлить десять малых отверстий в разных местах окружности поршня очень нелегкая задача. Для выполнения этой операции станок имеет делительный механизм, который чрезвычайно точно, в определенной последовательности поворачивает плитки вместе с поршнем на заранее заданные углы сверления отверстий. Сначала два отверстия сверлятся одновременно, затем происходит последовательное сверление шести отверстий с одной стороны и, наконец, одновременное сверление двух отверстий с двух сторон. Затем поршневые отливки передаются на прибор, проверяющий, есть ли в поршне все полагающиеся отверстия. Проверка выполняется щупом, который должен проскакивать в отверстие. Если щуп наталкивается в данной позиции поршня на металл, значит в обработке допущен брак — сейчас же пускается в ход сигнализация, требующая помощи человека. Транспортная штанга останавливается. Седьмой станок — шлифовальный. На нем производится черновая шлифовка поршней. Размеры абразивного круга, применяемого при шлифовке, его горизонтальное положение и другие особенности шлифовального станка, казалось, должны были резко нарушить габариты автоматической линии и вообще вызывали много осложнений на пути создания надежной связи между станками. Для того чтобы вмонтировать шлифовальный станок в автоматическую линию, потребовалось необычное решение: два соседних изделия одновременно шлифуются одним шлифовальным кругом при расположении шлифовальных кругов в вертикальном положении. На восьмом станке срезается центровая бобышка и прорезается на юбке поршня наклонная прорезь, придающая ему упругость, необходимую при работе в цилиндре автомобильного мотора. Здесь происходит- новая «пересадка* поршней и возвращение «порожнего состава», везущего поршни обратно. Под станками, почти на уровне пола, установлен неподвижный рельс, служащий для возвращения транспортных плиток. Связь верхнего и нижнего направляющих рельсов осуществляется при помощи двух подъемных пневматических столиков. Когда четыре поршня после срезывания бобышек и фрезерования наклонной прЬрези попадают на второй пневматический столик, поршни своими канавками для колец входят на горизонтальные полозки особой рамки," расположенной над столиком. После этого столик вместе с транспортными плитками опускается вниз до уровня нижнего направляющего рельса. Гидравлический толкатель смещает эти плитки на рельс, и они постепенно достигают начала автоматической линии и попадают иа опущенный пневматический, ожидающий их столик. На нем плитки поднимаются на верхний, направляющий рельс. Благодаря такому устройству все обслуживание автоматического завода производится ШЛИФОВАЛЬНЫЙ АГРЕГАШ ПОДГОНКИ БЕСА \ ЛУДИЛЬНЫЙ АГРЕГАШ ж БУНКЕР /
Ну. кажется, все самое страшное уже поводы. Осталось взвеситься, но и здесь все обошлось благополучно. Поршень и сам не заметил, как получилось, что, попав на автоматический станок — весы. сю вес с точностью до 2 г стал соответствовать необходимому. После окончательной полировки поршень выкупался в ванне с расплавленным оловом. .Легкий серебристый «загар», который он при этом приобрел, значительно улучшил ею «здоровье», укрепил его организм и стал как бы защитной одеждой от любой непогоды. Перед заключительным этапом путешествия поршень попал в «дом отдыха» Здесь, на полках бункера, лежало множество поршней, ожидавших возможности продолжать путь, прерванный ь связи с тем, что хвостовая часть автоматической линии была на время выключена. 8 |
||||||||||||








