Техника - молодёжи 1954-10, страница 27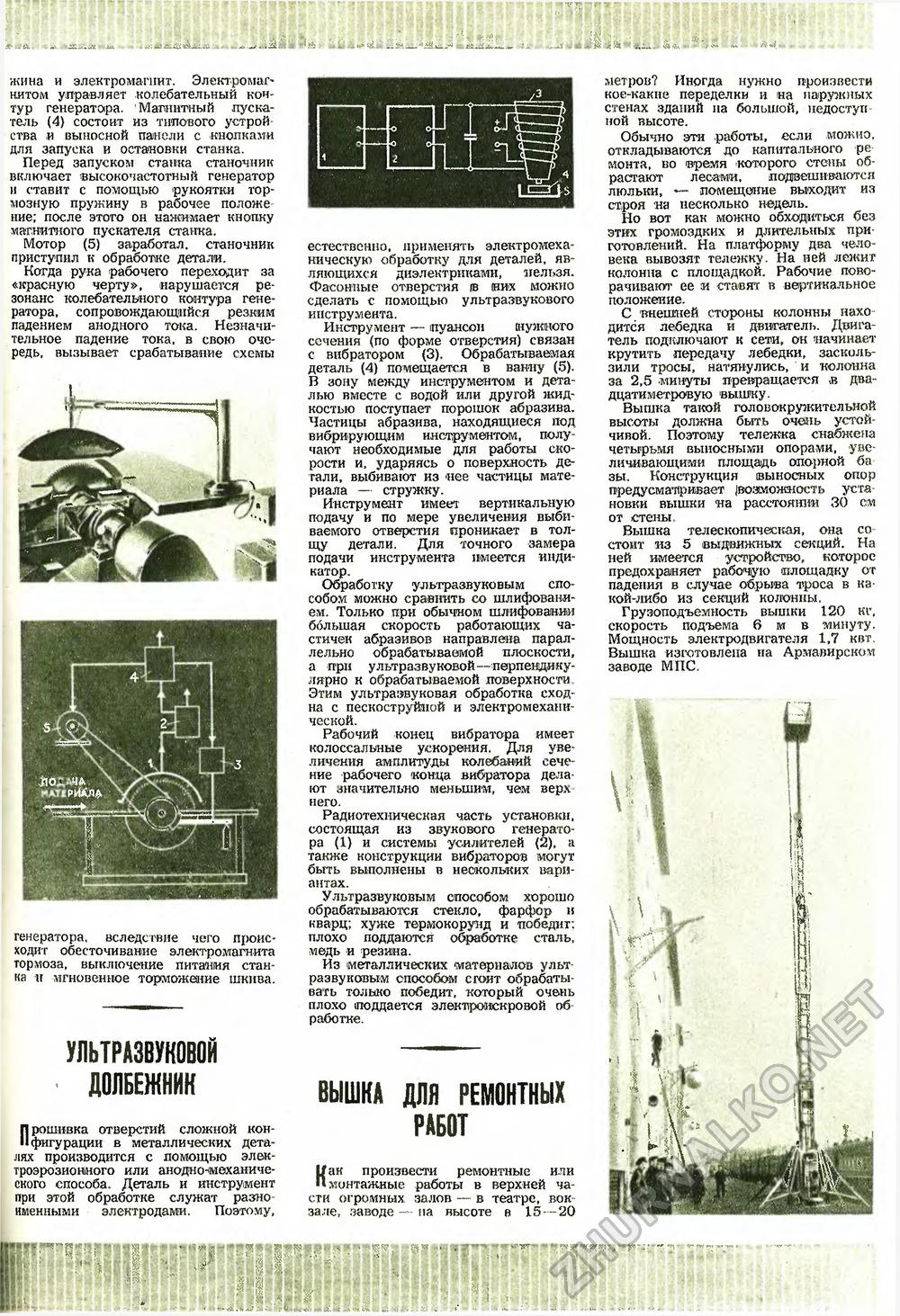
' . - , Л • • к - • • .J* 41 . ч J'j, • zL&vk.. . ■ ..a* — __Ji . - , естественно, применять электромеханическую обработку для деталей, являющихся диэлектриками, нельзя. Фасонные отверстия т них можно сделать с помощью ультразвукового инструмента. Инструмент — пуансон (нужного сечения (по форме отверстия) связан с вибратором (3). Обрабатываемая деталь (4) помещается в ванну (5). В зону между инструментом и деталью вместе с водой или другой жидкостью поступает порошок абразива. Частицы абразива, находящиеся под вибрирующим инструментом, получают необходимые для работы скорости и, ударяясь о поверхность детали, выбивают из -нее частицы материала — стружку. Инструмент имеет вертикальную подачу и по мере увеличения выбиваемого отверстия проникает в толщу детали. Для точного замера подачи инструмента имеется индикатор. Обработку ультразвуковым способом можно сравнить со шлифованием. Только при обычном шлифовании большая скорость работающих частичек абразивов направлена параллельно обрабатываемой плоскости, а при ультразвуковой—перпендикулярно к обрабатываемой поверхности Этим ультразвуковая обработка сходна с пескоструйной и электромеханической. Рабочий конец вибратора имеет колоссальные ускорения. Для увеличения амплитуды колебаний сечение рабочего конца вибратора делают значительно меньшим, чем верх него. Радиотехническая часть установки, состоящая из звукового генератора (1) и системы усилителей (2), а также конструкции вибраторов могут быть выполнены в нескольких вариантах. Ультразвуковым способом хорошо обрабатываются стекло, фарфор и кварц; хуже термокорунд и «победит: плохо поддаются обработке сталь, медь и резина. Из «металлических материалов ультразвуковым способом стоит обрабатывать только победит, который очень плохо поддается электроискровой обработке. ВЫШКА ДЛЯ РЕМОНТНЫХ РАБОТКак произвести ремонтные или монтажные работы в верхней части огромных залов — в театре, во к зале, заводе — па высоте в 15—20 метров? Иногда нужно произвести кое-какие переделки и на наружных стенах зданий на большой, недоступной высоте. Обычно эти работы, если можно, откладываются до капитального ре монта, во «время которого стены обрастают лесами, подвешиваются люльки, — помещение выходит из строя на несколько недель. Но вот как можно обходиться без этих громоздких и длительных приготовлений. На платформу два человека вывозят тележку. На ней лежит колонна с площадкой. Рабочие поворачивают ее и ставят в вертикальное положение. С внешней стороны колонны нахо дится лебедка и двигатель. Двигатель подключают к сети, он начинает крутить передачу лебедки, заскользили тросы, натянулись, и колонна за 2,5 минуты прекращается ов двадцатиметровую вышку. Вышка такой головокружительной высоты должна быть очень устойчивой. Поэтому тележка снабжена четырьмя выносными опорами, увеличивающими площадь опорной ба зы. Конструкция выносных опор предусматривает | возможность установки вышки на расстоянии 30 см от стены Вышка телескопическая, она со стоит из 5 выдвижных секций. На ней имеется устройство, которое предохраняет рабочую «площадку от падения в случае обрыва троса в какой-либо из секций колонны. Грузоподъемность вышки 120 кг, скорость подъема 6 м в минуту. Мощность электродвигателя 1,7 квт. Вышка изготовлена на Армавирском заводе MIIC. жина и электромагнит. Электромагнитом управляет колебательный контур генератора. Магнитный пускатель (4) состоит из типового устройства и выносной панели с кнопками для запуска и остановки станка. Перед запуском станка станочник включает высокочастотный генератор и ставит с помощью «рукоятки тормозную пружину в рабочее положение; после этого он нажимает кнопку магнитного пускателя станка. Мотор (5) заработал, станочник приступил к обработке детали. Когда рука рабочего переходит за «красную черту», нарушается резонанс колебательного контура генератора, сопровождающийся резким падением анодного тока. Незначительное падение тока, в свою очередь, вызывает срабатывание схемы генератора, вследствие чего происходит обесточивание электромагнита тормоза, выключение питания станка и мгновенное торможение шкива. УЛЬТРАЗВУКОВОЙ ДОЛБЕЖНИКПрошивка отверстий сложной конфигурации в металлических деталях производится с помощью электроэрозионного или анодно-механиче-ского способа. Деталь и инструмент при этой обработке служат разноименными электродами. Поэтому, |








