Техника - молодёжи 1958-08, страница 29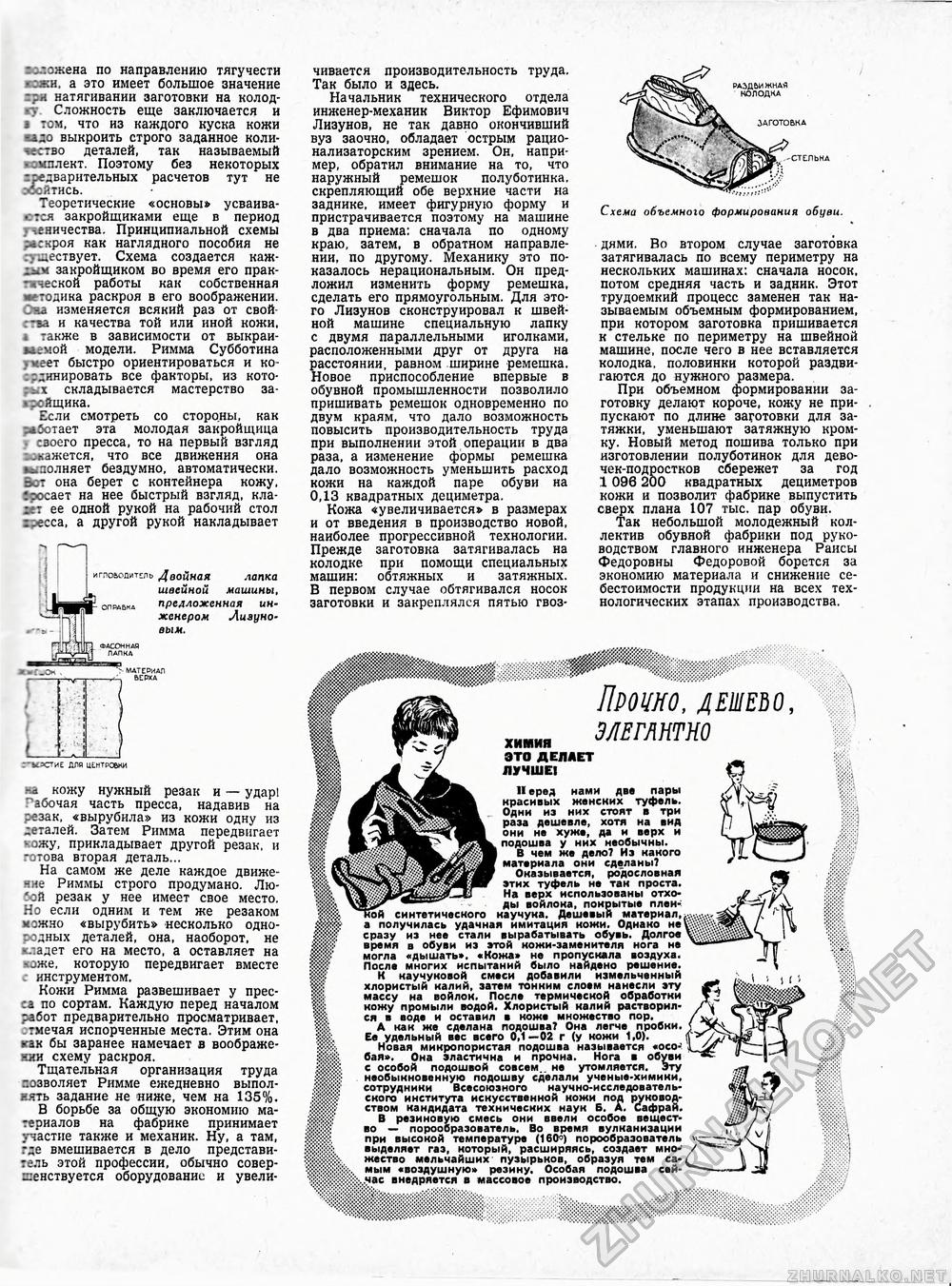
г сложена по направлению тягучести *джи. а это имеет большое значение -ри натягивании заготовки на колод-Сложность еще заключается и 1 том, что из каждого куска кожи кадо выкроить строго заданное количество деталей, так называемый • :мплект. Поэтому без некоторых предварительных расчетов тут не гоойтись. Теоретические «основы» усваива- • тся закройщиками еще в период -.еничества. Принципиальной схемы ^4скроя как наглядного пособия не > лествует. Схема создается каждым закройщиком во время его прак-- -.ческой работы как собственная » годика раскроя в его воображении. :ча изменяется всякий раз от свой--за и качества той или иной кожи, i также в зависимости от выкраиваемой модели. Римма Субботина /хеет быстро ориентироваться и координировать все факторы, из кото-; -;х складывается мастерство за- • ройщика. Если смотреть со стороны, как работает эта молодая закройщица у своего пресса, то на первый взгляд : ^кажется, что все движения она выполняет бездумно, автоматически. Бот она берет с контейнера кожу, !росает на нее быстрый взгляд, кла-ее одной рукой на рабочий стол :.есса, а другой рукой накладывает игпоаодитЕль Двойная лапка швейной машины, оправка предложенная инженером Лизуно-вым. i," Он, > МАТЕРИАЛ ВЕРХА у г L -г-ч- I — I •I Г'ЬсЭСТИЕ ДЛЯ ЦЕНТРОВКИ на кожу нужный резак и — удар! ' абочая часть пресса, надавив на резак, «вырубила» из кожи одну из деталей. Затем Римма передвигает кожу, прикладывает другой резак, и готова вторая деталь... На самом же деле каждое движение Риммы строго продумано. Лю-?ой резак у нее имеет свое место. Но если одним и тем же резаком можно «вырубить» несколько однородных деталей, она, наоборот, не кладет его на место, а оставляет на *оже, которую передвигает вместе инструментом. Кожи Римма развешивает у пресса по сортам. Каждую перед началом работ предварительно просматривает, гмечая испорченные места. Этим она как бы заранее намечает в воображении схему раскроя. Тщательная организация труда позволяет Римме ежедневно выполнять задание не «иже, чем на 135%. В борьбе за общую экономию материалов на фабрике принимает участие также и механик. Ну, а там, где вмешивается в дело представитель этой профессии, обычно совершенствуется оборудование и увели чивается производительность труда. Так было и здесь. Начальник технического отдела инженер-механик Виктор Ефимович Лизунов, не так давно окончивший вуз заочно, обладает острым рационализаторским зрением. Он, например, обратил внимание на то, что наружный ремешок полуботинка, скрепляющий обе верхние части на заднике, имеет фигурную форму и пристрачивается поэтому на машине в два приема: сначала по одному краю, затем, в обратном направлении, по другому. Механику это показалось нерациональным. Он предложил изменить форму ремешка, сделать его прямоугольным. Для этого Лизунов сконструировал к швейной машине специальную лапку с двумя параллельными иголками, расположенными друг от друга на расстоянии, равном ширине ремешка. Новое приспособление впервые в обувной промышленности позволило пришивать ремешок одновременно по двум краям, что дало возможность повысить производительность труда при выполнении этой операции в два раза, а изменение формы ремешка дало возможность уменьшить расход кожи на каждой паре обуви на 0,13 квадратных дециметра. Кожа «увеличивается» в размерах и от введения в производство новой, наиболее прогрессивной технологии. Прежде заготовка затягивалась на колодке при помощи специальных машин: обтяжных и затяжных. В первом случае обтягивался носок заготовки и закреплялся пятью гвоз- РАЭДЬИ ЖНАЯ КОЛОДКА ЗАГОТОВКА --СТЕЛЬНА ff Г! ' Схема объемного формирования обуви. дями. Во втором случае заготовка затягивалась по всему периметру на нескольких машинах: сначала носок, потом средняя часть и задник. Этот трудоемкий процесс заменен так называемым объемным формированием, при котором заготовка пришивается к стельке по периметру на швейной машине, после чего в нее вставляется колодка, половинки которой раздвигаются до нужного размера. При объемном формировании заготовку делают короче, кожу не припускают по длине заготовки для затяжки, уменьшают затяжную кромку. Новый метод пошива только при изготовлении полуботинок для девочек-подростков сбережет за год 1096 200 квадратных дециметров кожи и позволит фабрике выпустить сверх плана 107 тыс. пар обуви. Так небольшой молодежный коллектив обувной фабрики под руководством главного инженера Раисы Федоровны Федоровой борется за экономию материала и снижение себестоимости продукции на всех технологических этапах производства. ЖШ' ШЩу' ХИМИЯ ЭТО ДЕЛАЕТ ЛУЧШЕ! II еред нами две пары красивых женских туфель. Одни из них стоят в три раза дешевле, хотя на вид они не хуже, да и верх и подошва у них необычны. В чем же дело7 Из какого материала они сделаны? Оказывается, родословная этих туфель не так проста. На верх использованы отходы войлока, покрытые плен-синтетического каучука. Дешевый материал, а получилась удачная имитация кожи. Однако не сразу из нее стали вырабатывать обувь. Долгое время в обуви из этой кожи-заменителя нога не могла «дышать». «Кожа» не пропускала воздуха. После многих испытаний было найдено решение. К каучуковой смеси добавили измельченный хлористый калий, затем тонким слоем нанесли эту массу на войлок. После термической обработки кожу промыли водой. Хлористый калий растворился в воде и оставил в коже множество пор, А как же сделана подошва? Она легче пробки. Ее удельный вес всего 0,1— 02 г (у кожи 1,0). Новая микропористая подошва называется «особая». Она эластична и прочна. Нога в обуви с особой подошвой совсем не утомляется. Эту необыкновенную подошву сделали ученые-химики, сотрудники Всесоюзного научно-исследовательского института искусственной ножи под руководством кандидата технических наук Б. А. Сафрай* В резиновую смесь они ввели особое вещество — порообразователь. Во время вулканизации при высокой температуре (160°) порообразователь выделяет газ, который, расширяясь, создает мно-жество мельчайших пузырьков, образуя тем са-мым «воздушную» резину. Особая подошва сей-внедряется в массовое производство. Прочно, дешево, злегаитно / • * 11 уу.'Л ■ш iXvi ш у.-УА\ /.•У.' "Ш ш Ш& Шу 'УУУш'1 9 VI I Щ m ш 'yJ |








