Сам себе мастер 1998-06, страница 17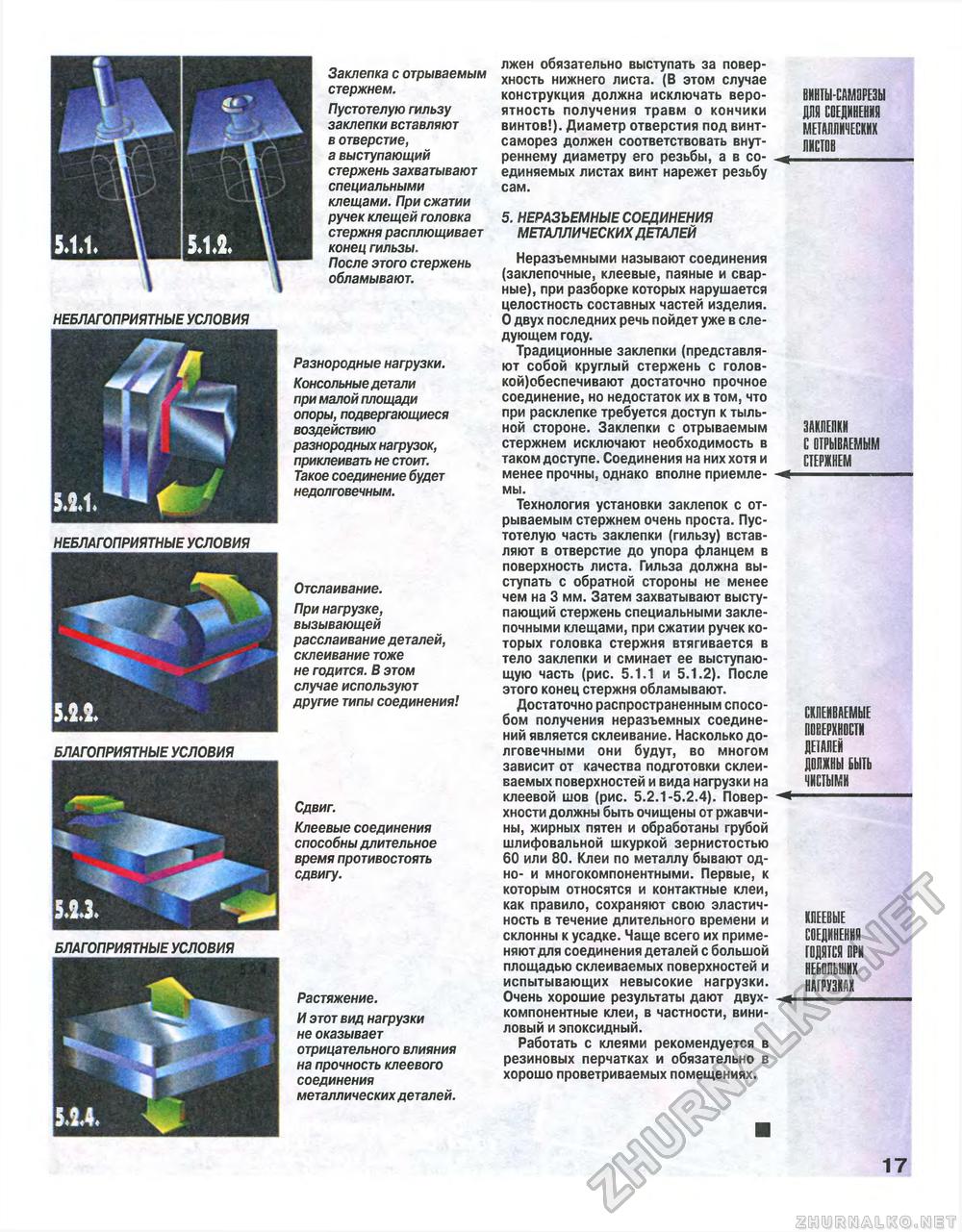
НЕБЛАГОПРИЯТНЫЕ УСЛОВИЯ НЕБЛАГОПРИЯТНЫЕ УСЛОВИЯ / 5.2.1 БЛАГОПРИЯТНЫЕ УСЛОВИЯ Заклепка с отрываемым стержнем. Пустотелую гильзу заклепки вставляют в отверстие, а выступающий стержень захватывают специальными клещами. При сжатии ручек клещей головка стержня расплющивает конец гильзьь После этого стержень обламывают. Разнородные нагрузки. Консольные детали при малой площади опоры, подвергающиеся воздействию разнородных нагрузок, приклеивать не стоит. Такое соединение будет недолговечным. Отслаивание. При нагрузке, вызывающей расслаивание деталей, склеивание тоже не годится. В этом случае используют другие типы соединения! Сдвиг. Клеевые соединения способны длительное время противостоять сдвигу. Растяжение. И этот вид нагрузки не оказывает отрицательного влияния на прочность клеевого соединения металлических деталей. лжен обязательно выступать за поверхность нижнего листа. (В этом случае конструкция должна исключать вероятность получения травм о кончики винтов!). Диаметр отверстия под винт-саморез должен соответствовать внутреннему диаметру его резьбы, а в соединяемых листах винт нарежет резьбу сам. 5. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ Неразъемными называют соединения (заклепочные, клеевые, паяные и сварные), при разборке которых нарушается целостность составных частей изделия. О двух последних речь пойдет уже в следующем году. Традиционные заклепки (представляют собой круглый стержень с голов-кой)обеспечивают достаточно прочное соединение, но недостаток их в том, что при расклепке требуется доступ к тыльной стороне. Заклепки с отрываемым стержнем исключают необходимость в таком доступе. Соединения на них хотя и менее прочны, однако вполне приемлемы. Технология установки заклепок с отрываемым стержнем очень проста. Пустотелую часть заклепки (гильзу) вставляют в отверстие до упора фланцем в поверхность листа. Гильза должна выступать с обратной стороны не менее чем на 3 мм. Затем захватывают выступающий стержень специальными заклепочными клещами, при сжатии ручек которых головка стержня втягивается в тело заклепки и сминает ее выступающую часть (рис. 5.1.1 и 5.1.2). После этого конец стержня обламывают. Достаточно распространенным способом получения неразъемных соединений является склеивание. Насколько долговечными они будут, во многом зависит от качества подготовки склеиваемых поверхностей и вида нагрузки на клеевой шов (рис. 5.2.1-5.2.4). Поверхности должны быть очищены от ржавчины, жирных пятен и обработаны грубой шлифовальной шкуркой зернистостью 60 или 80. Клеи по металлу бывают одно- и многокомпонентными. Первые, к которым относятся и контактные клеи, как правило, сохраняют свою эластичность в течение длительного времени и склонны к усадке. Чаще всего их применяют для соединения деталей с большой площадью склеиваемых поверхностей и испытывающих невысокие нагрузки. Очень хорошие результаты дают двух-компонентные клеи, в частности, виниловый и эпоксидный. Работать с клеями рекомендуется в резиновых перчатках и обязательно в хорошо проветриваемых помещениях. ВИНТЫ-САМЗРЕЗЫ ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ ЗАКЛЕПКИ С ОТРЫВАЕМЫМ СТЕРЖНЕМ СКЛЕИВАЕМЫЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ ДОЛЖНЫ БЫТЬ ЧИСТЫМИ КЛЕЕВЫЕ СОЕДИНЕНИЯ ГОДЯТСЯ ПРИ НЕБОЛЬШИХ НАГРУЗКАХ БЛАГОПРИЯТНЫЕ УСЛОВИЯ 17 |








