Сделай Сам (Огонек) 1994-01, страница 63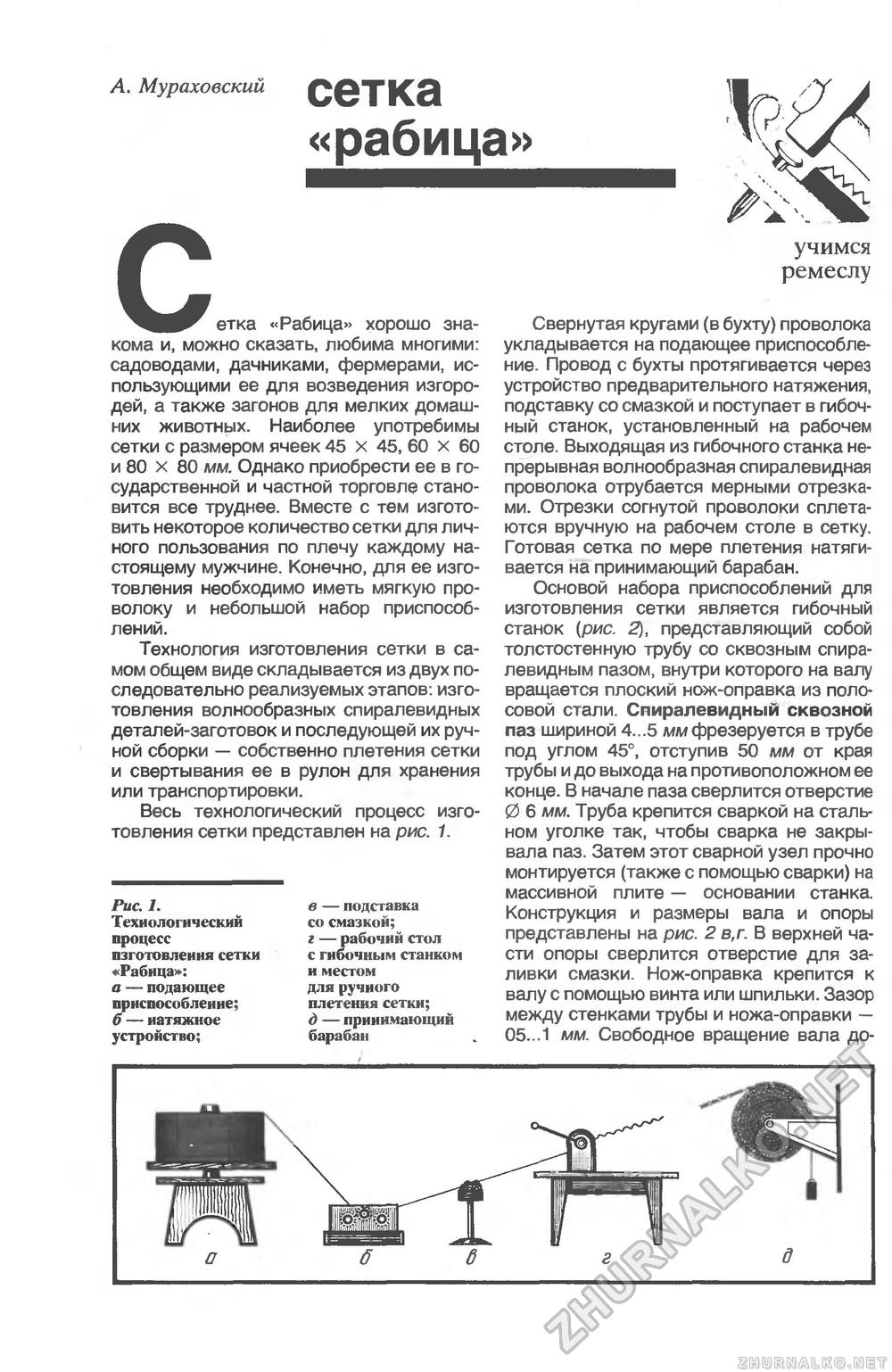
А. Мураховский сетка «рабица» с етка «Рабица» хорошо знакома и, можно сказать, любима многими: садоводами, дачниками, фермерами, использующими ее для возведения изгородей, а также загонов для мелких домашних животных. Наиболее употребимы сетки с размером ячеек 45 х 45, 60 х 60 и 80 х 80 мм. Однако приобрести ее в государственной и частной торговле становится все труднее. Вместе с тем изготовить некоторое количество сетки для личного пользования по плечу каждому настоящему мужчине. Конечно, для ее изготовления необходимо иметь мягкую проволоку и небольшой набор приспособлений. Технология изготовления сетки в самом общем виде складывается из двух последовательно реализуемых этапов: изготовления волнообразных спиралевидных деталей-заготовок и последующей их ручной сборки — собственно плетения сетки и свертывания ее в рулон для хранения или транспортировки. Весь технологический процесс изготовления сетки представлен на рис. 1. Рис. 1. Технологический процесс изготовления сетки «Рабица»: а — подающее приспособление; б — натяжное устройство; в — подставка со смазкой; г — рабочий стол с гибочным станком и местом для ручного плетения сетки; д — принимающий барабан учимся ремеслу Свернутая кругами (в бухту) проволока укладывается на подающее приспособление. Провод с бухты протягивается через устройство предварительного натяжения, подставку со смазкой и поступает в гибочный станок, установленный на рабочем столе. Выходящая из гибочного станка непрерывная волнообразная спиралевидная проволока отрубается мерными отрезками. Отрезки согнутой проволоки сплетаются вручную на рабочем столе в сетку. Готовая сетка по мере плетения натягивается на принимающий барабан. Основой набора приспособлений для изготовления сетки является гибочный станок [рис. 2), представляющий собой толстостенную трубу со сквозным спиралевидным пазом, внутри которого на валу вращается плоский нож-оправка из полосовой стали. Спиралевидный сквозной паз шириной 4...5 мм фрезеруется в трубе под углом 45°, отступив 50 мм от края трубы и до выхода на противоположном ее конце. В начале паза сверлится отверстие 0 6 мм. Труба крепится сваркой на стальном уголке так, чтобы сварка не закрывала паз. Затем этот сварной узел прочно монтируется (также с помощью сварки) на массивной плите — основании станка. Конструкция и размеры вала и опоры представлены на рис. 2 в,г. В верхней части опоры сверлится отверстие для заливки смазки. Нож-оправка крепится к валу с помощью винта или шпильки. Зазор между стенками трубы и ножа-оправки — 05...1 мм. Свободное вращение вала до- |








