Юный техник - для умелых рук 1978-08, страница 6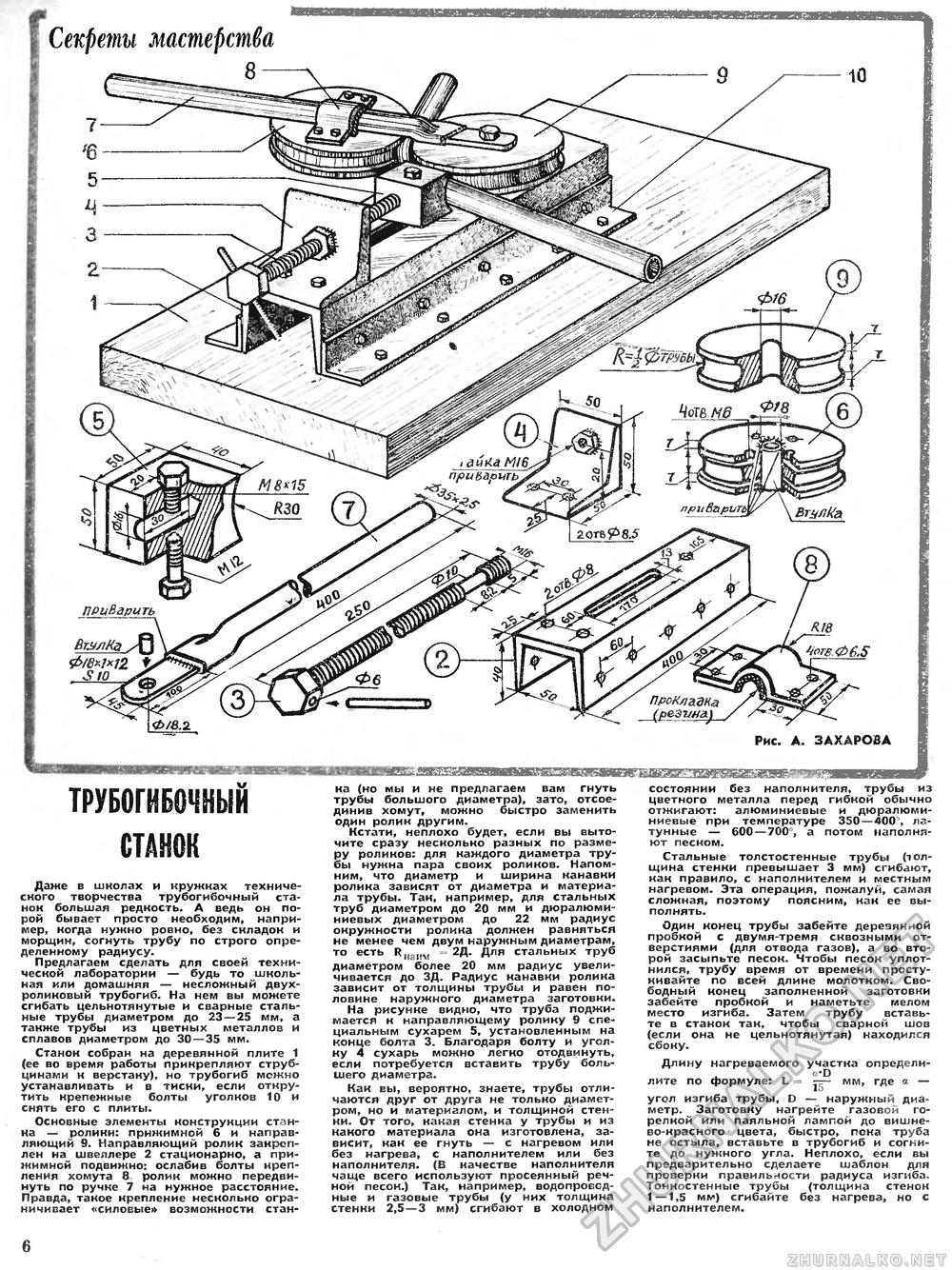
a iiiia MI6, приварить С приварит Втулка ПРиВарить ВтмлНа /Q Ф/в*!*12 t S10 X Прохладна (pe37Maj Рис. А. ЗАХАРОВА ^■а—1 —и I наши—паи ТРУБОГИБОЧНЫЙ СТАНОКДаже в шнолах и кружках технического творчества трубогибочный станок большая редкость. А ведь он порой бывает просто необходим, например, когда нужно ровно, без складок и морщин, согнуть трубу по строго определенному радиусу. Предлагаем сделать для своей технической лаборатории — будь то школьная или домашняя — несложный двух-роликовый трубогиб. На нем вы можете сгибать цельнотянутые и сварные стальные трубы диаметром до 23 — 25 мм, а также трубы из цветных металлов и сплавов диаметром до 30—35 мм. Станок собран на деревянной плите 1 (ее во время работы прикрепляют струбцинами к верстаку), но трубогиб можно устанавливать и в тиски, если открутить крепежные болты уголков 10 и снять его с плиты. Основные элементы конструкции станка — ролики: прижимной 6 и направляющий 9. Направляющий ролик закреплен на швеллере 2 стационарно, а прижимной подвижно: ослабив болты крепления хомута 8 ролик можно передвинуть по ручке 7 на нужное расстояние. Правда, такое крепление неснолько ограничивает «силовые» возможности стан- на (но мы и не предлагаем вам гнуть трубы большого диаметра), зато, отсоединив хомут, можно быстро заменить один ролик другим. Кстати, неплохо будет, если вы выточите сразу несколько разных по размеру роликов: для каждого диаметра трубы нужна пара своих роликов. Напомним, что диаметр и ширина канавки ролика зависят от диаметра и материала трубы. Так, например, для стальных труб диаметром до 20 мм и дюралюминиевых диаметром до 22 мм радиус окружности ролика должен равняться не менее чем двум наружным диаметрам, то есть RHallv, - 2Д. Для стальных труб диаметром более 20 мм радиус увеличивается до ЗД. Радиус канавки ролика зависит от толщины трубы и равен половине наружного диаметра заготовки. На рисунке видно, что труба поджимается к направляющему ролику 9 специальным сухарем 5, установленным на конце болта 3. Благодаря болту и уголку 4 сухарь можно легко отодвинуть, если потребуется вставить трубу большего диаметра. Как вы, вероятно, знаете, трубы отличаются друг от друга не только диаметром, но и материалом, и толщиной стенки. От того, какая стенка у трубы и из какого материала она изготовлена, зависит, как ее гнуть — с нагревом или без нагрева, с наполнителем или без наполнителя. (В качестве наполнителя чаще всего используют просеянный речной песок.) Так, например, водопроводные и газовые трубы (у них толщина стенки 2,5—3 мм) сгибают в холодном пи I ...... м ■iiniiiiMiwiiiir состоянии без наполнителя, трубы из цветного металла перед гибкой обычно отжигают: алюминиевые и дюралюминиевые при температуре 350 — 400% латунные — 600—700°, а потом наполняют песком. Стальные толстостенные трубы (толщина стенки превышает 3 мм) сгибают, как правило, с наполнителем и местным нагревом. Эта операция, пожалуй, самая сложная, поэтому поясним, как ее выполнять. Один конец трубы забейте деревянной пробкой с двумя-тремя сквозными отверстиями (для отвода газов), а во второй засыпьте песок. Чтобы песок уплотнился, трубу время от времени простукивайте по всей длине молотком. Свободный конец заполненной заготовки забейте пробкой и наметьте мелом место изгиба. Затем трубу вставьте в станок так, чтобы сварной шов (если она не цельнотянутая) находился сбоку. Длину нагреваемого участка определн- лите по формуле: L = ММ; где а — угол изгиба трубы, D — наружный диаметр. Заготовку нагрейте газовой горелкой или паяльной лампой до вишнево-красного- цвета, быстро, пока труба не остыла, вставьте в трубогиб и согните до нужного угла. Неплохо, если вы предварительно сделаете шаблон для проверки правильности радиуса изгиба. Тонкостенные трубы (толщина стенок 1—1,5 мм) сгибайте без нагрева, но с наполнителем. 6 |








