Сделай Сам (Огонек) 1994-05, страница 90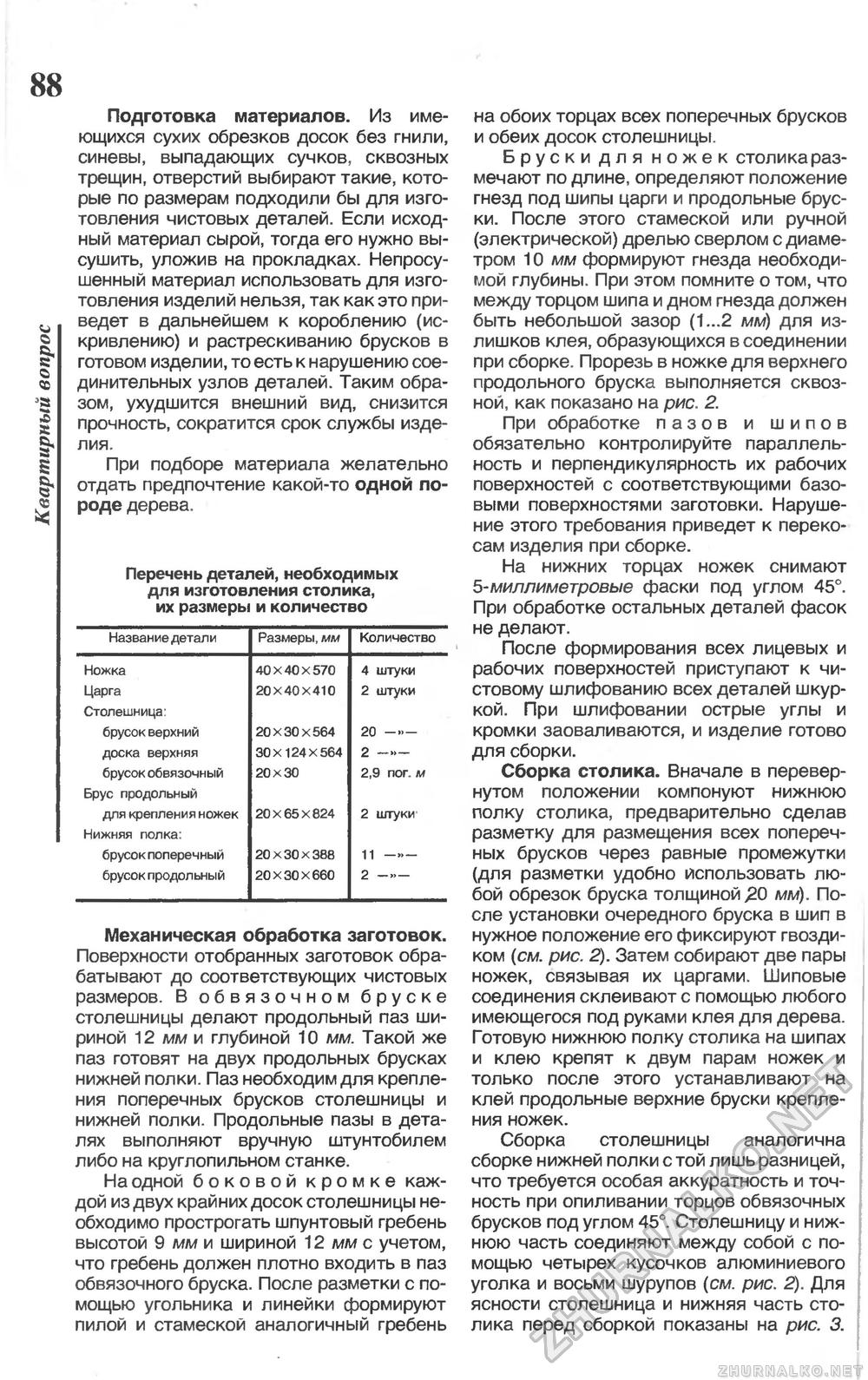
Подготовка материалов. Из имеющихся сухих обрезков досок без гнили, синевы, выпадающих сучков, сквозных трещин, отверстий выбирают такие, которые по размерам подходили бы для изготовления чистовых деталей. Если исходный материал сырой, тогда его нужно высушить, уложив на прокладках. Непросу-шенный материал использовать для изготовления изделий нельзя, так как это приведет в дальнейшем к короблению (искривлению) и растрескиванию брусков в готовом изделии, то есть к нарушению соединительных узлов деталей. Таким образом, ухудшится внешний вид, снизится прочность, сократится срок службы изделия. При подборе материала желательно отдать предпочтение какой-то одной породе дерева. Перечень деталей, необходимых для изготовления столика, их размеры и количество Перечень деталей, необходимых для изготовления столика, их размеры и количество
Механическая обработка заготовок. Поверхности отобранных заготовок обрабатывают до соответствующих чистовых размеров. В обвязочном бруске столешницы делают продольный паз шириной 12 мм и глубиной 10 мм. Такой же паз готовят на двух продольных брусках нижней полки. Паз необходим для крепления поперечных брусков столешницы и нижней полки. Продольные пазы в деталях выполняют вручную штунтобилем либо на круглопильном станке. На одной боковой кромке каждой из двух крайних досок столешницы необходимо прострогать шпунтовый гребень высотой 9 мм и шириной 12 мм с учетом, что гребень должен плотно входить в паз обвязочного бруска. После разметки с помощью угольника и линейки формируют пилой и стамеской аналогичный гребень на обоих торцах всех поперечных брусков и обеих досок столешницы. Бруски для ножек столика размечают по длине, определяют положение гнезд под шипы царги и продольные бруски. После этого стамеской или ручной (электрической) дрелью сверлом с диаметром 10 мм формируют гнезда необходимой глубины. При этом помните о том, что между торцом шипа и дном гнезда должен быть небольшой зазор (1...2 мм) для излишков клея, образующихся в соединении при сборке. Прорезь в ножке для верхнего продольного бруска выполняется сквозной, как показано на рис. 2. При обработке пазов и шипов обязательно контролируйте параллельность и перпендикулярность их рабочих поверхностей с соответствующими базовыми поверхностями заготовки. Нарушение этого требования приведет к перекосам изделия при сборке. На нижних торцах ножек снимают 5-миллиметровые фаски под углом 45°. При обработке остальных деталей фасок не делают. После формирования всех лицевых и рабочих поверхностей приступают к чистовому шлифованию всех деталей шкуркой. При шлифовании острые углы и кромки заоваливаются, и изделие готово для сборки. Сборка столика. Вначале в перевернутом положении компонуют нижнюю полку столика, предварительно сделав разметку для размещения всех поперечных брусков через равные промежутки (для разметки удобно использовать любой обрезок бруска толщиной Д) мм). После установки очередного бруска в шип в нужное положение его фиксируют гвоздиком (см. рис. 2). Затем собирают две пары ножек, связывая их царгами Шиповые соединения склеивают с помощью любого имеющегося под руками клея для дерева. Готовую нижнюю полку столика на шипах и клею крепят к двум парам ножек и только после этого устанавливают на клей продольные верхние бруски крепления ножек. Сборка столешницы аналогична сборке нижней полки с той лишь разницей, что требуется особая аккуратность и точность при опиливании торцов обвязочных брусков под углом 45°. Столешницу и нижнюю часть соединяют между собой с помощью четырех кусочков алюминиевого уголка и восьми шурупов (см. рис. 2). Для ясности столешница и нижняя часть столика перед сборкой показаны на рис. 3. |








