Сделай Сам (Огонек) 1997-05, страница 72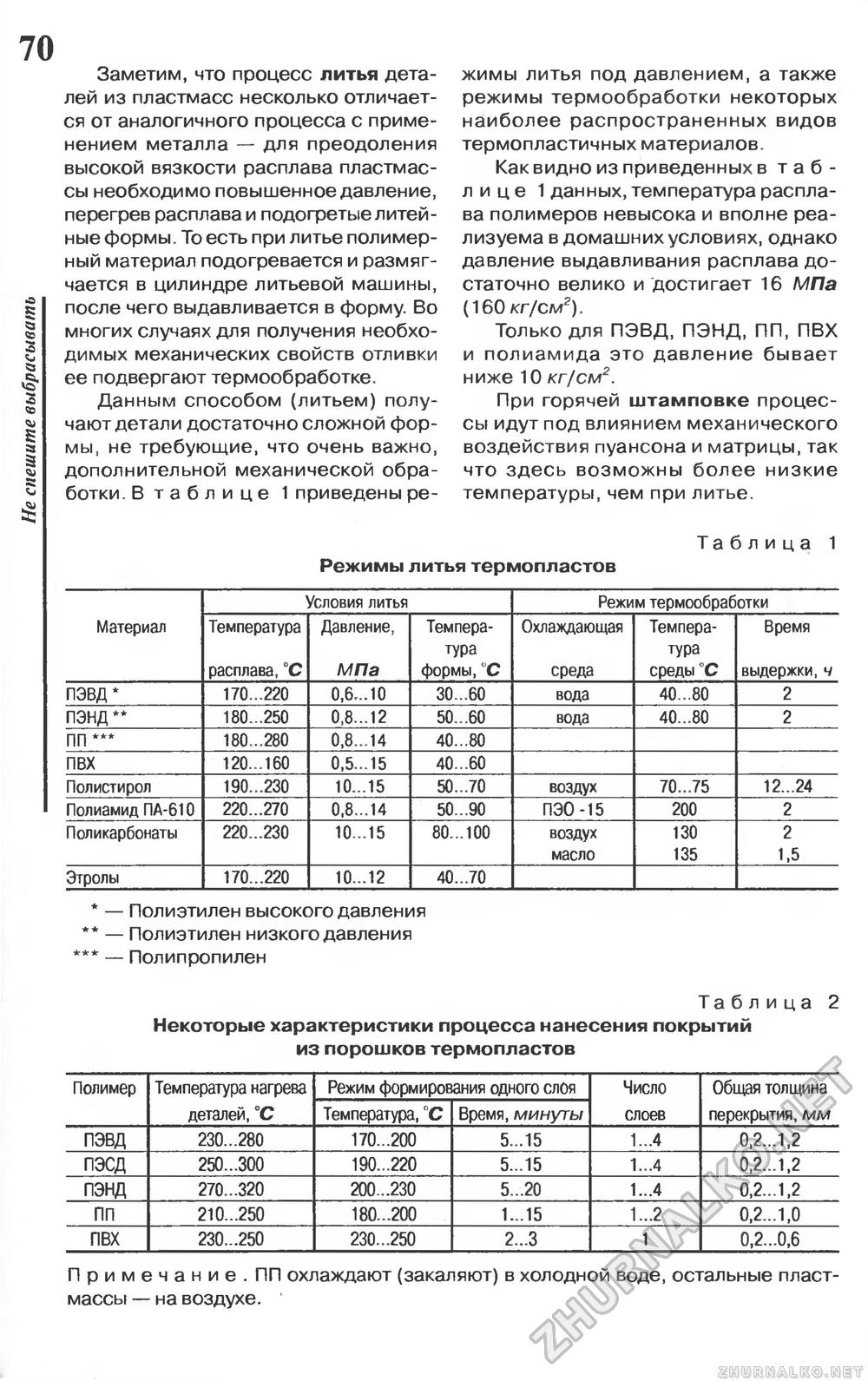
70 Заметим, что процесс литья деталей из пластмасс несколько отличается от аналогичного процесса с применением металла — для преодоления высокой вязкости расплава пластмассы необходимо повышенное давление, перегрев расплава и подогретые литейные формы. То есть при литье полимерный материал подогревается и размягчается в цилиндре литьевой машины, после чего выдавливается в форму. Во многих случаях для получения необходимых механических свойств отливки ее подвергают термообработке. Данным способом (литьем) получают детали достаточно сложной формы, не требующие, что очень важно, дополнительной механической обработки. Втаблице 1 приведены ре жимы литья под давлением, а также режимы термообработки некоторых наиболее распространенных видов термопластичных материалов. Как видно из приведенных втаблице! данных, температура расплава полимеров невысока и вполне реализуема в домашних условиях, однако давление выдавливания расплава достаточно велико и достигает 16 МПа (160 кг/см2). Только для ПЭВД, ПЭНД, ПП, ПВХ и полиамида это давление бывает ниже 10 кг/см2. При горячей штамповке процессы идут под влиянием механического воздействия пуансона и матрицы, так что здесь возможны более низкие температуры, чем при литье. Таблица 1 Режимы литья термопластов Таблица 1 Режимы литья термопластов
* — Полиэтилен высокого давления ** — Полиэтилен низкого давления *** — Полипропилен Таблица 2 Некоторые характеристики процесса нанесения покрытий из порошков термопластов Таблица 2
Примечание. ПП охлаждают (закаляют) в холодной воде, остальные пластмассы — на воздухе. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








