Сделай Сам (Огонек) 1998-05, страница 31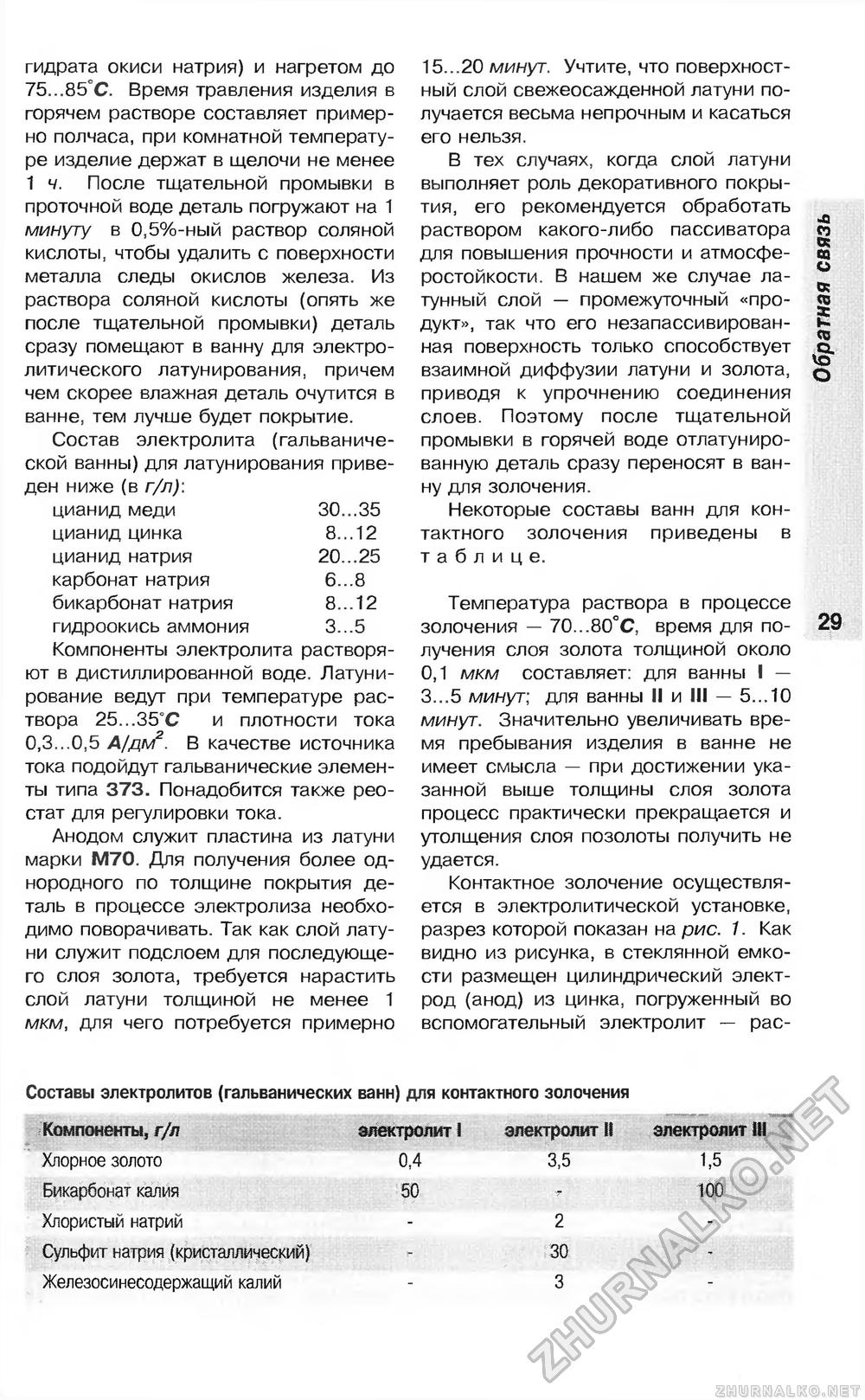
гидрата окиси натрия) и нагретом до 75...85°С. Время травления изделия в горячем растворе составляет примерно полчаса, при комнатной температуре изделие держат в щелочи не менее 1 ч. После тщательной промывки в проточной воде деталь погружают на 1 минуту в 0 5%-ный раствор соляной кислоты, чтобы удалить с поверхности металла следы окислов железа. Из раствора соляной кислоты (опять же после тщательной промывки) деталь сразу помещают в ванну для электролитического латунирования, причем чем скорее влажная деталь очутится в ванне, тем лучше будет покрытие. Состав электролита (гальванической ванны) для латунирования приве ден ниже (в г/л)\ цианид меди 30...35 цианид цинка 8...12 цианид натрия 20...25 карбонат натрия 6...8 бикарбонат натрия 8... 12 гидроокись аммония 3...5 Компоненты электролита растворяют в дистиллированной воде. Латунирование ведут при температуре раствора 25...35°С и плотности тока 0,3.. 0,5 А/дм2. В качестве источника тока подойдут гальванические элементы типа 373. Понадобится также реостат для регулировки тока Анодом служит пластина из латуни марки М70. Для получения более однородного по толщине покрытия деталь в процессе электролиза необходимо поворачивать. Так как слой латуни служит подслоем для последующего слоя золота, требуется нарастить слой латуни толщиной не менее 1 мкм, для чего потребуется примерно 15...20 минут. Учтите, что поверхностный слой свежеосажденной латуни получается весьма непрочным и касаться его нельзя В тех случаях, когда слой латуни выполняет роль декоративного покрытия, его рекомендуется обработать раствором какого-либо пассиватора те для повышения прочности и атмосфе- to ростойкости. В нашем же случае ла- ^ тунный слой — промежуточный «про- те дукт», так что его незапассивирован- ^ ная поверхность только способствует о. взаимной диффузии латуни и золота, q приводя к упрочнению соединения слоев. Поэтому после тщательной промывки в горячей воде отлатуниро-ванную деталь сразу переносят в ванну для золочения. Некоторые составы ванн для контактного золочения приведены в таблице. Температура раствора в процессе золочения — 70...80°С, время для по- 29 лучения слоя золота толщиной около 0,1 мкм составляет: для ванны I — 3...5 минут; для ванны II и III — 5...10 минут. Значительно увеличивать время пребывания изделия в ванне не имеет смысла — при достижении указанной выше толщины слоя золота процесс практически прекращается и утолщения слоя позолоты получить не удается. Контактное золочение осуществляется в электролитической установке, разрез которой показан на рис 1. Как видно из рисунка, в стеклянной емкости размещен цилиндрический электрод (анод) из цинка, погруженный во вспомогательный электролит — рас- Составы электролитов (гальванических ванн) для контактного золочения Компоненты, г/л электролит! электролит II электролит III Хлорное золото 0,4 3,5 1,5 Бикарбонат калия 50 » 100 Хлористый натрий - 2 Сульфит натрия (кристаллический) - 30 Железосинесодержащий калий - 3 |








