Танкомастер 1991-04-05-06, страница 7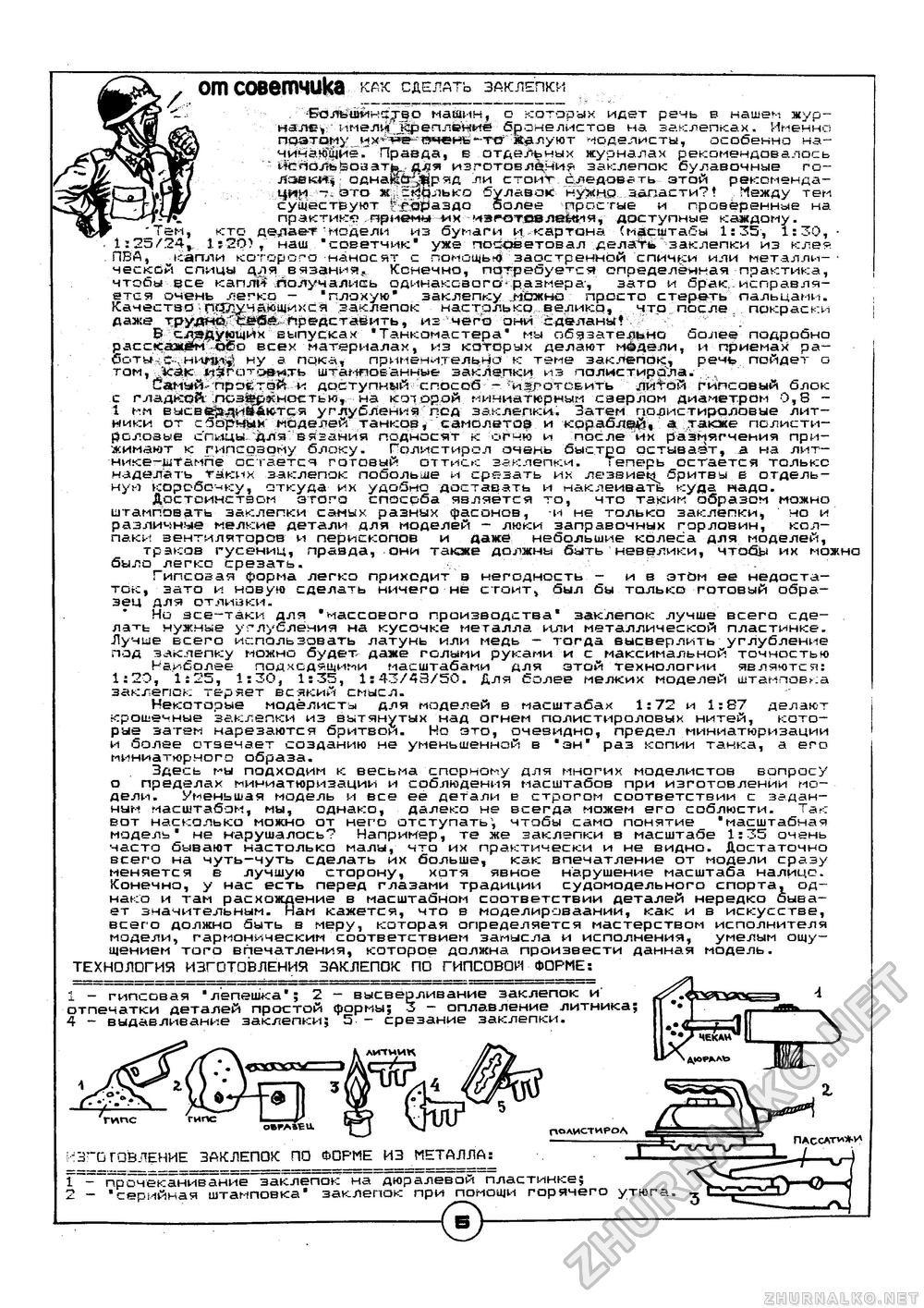
от советчика wt сделать заклепки 'БолУшм-с^ео машин, о которых идет речь в нашем жур-налеу имелиЧфеплёиие бронелйстов на заклепках. Именно ПОЭТОМ} их4 v»e- гачене* моделисты, особенна -TfT' Жалуют чйнаЖщйе. Правда, в отдельных журналах рекомендовалось tfcnoj^bfeoaaTfe,. изготовляли? заклепок булавочные го-латкщ: однаЩОэЩряд ли стоит следовать этой рекоменда-. цир это *;1с»$1ЛЫсо булавок ну^мо запасти?! Между тем существуют более простые и проверенные на практике приемы мм изгзтевлеш^я, доступные каждому. ^Тем, кто деда©*1 модели из бумаги н-картана См#Есщта&ы 1:35, 1:30, • 1:20/24-,, ls20?,' наш "советчик* уже посоветовал _делаг¥ь"заклепки из клея ПБА, капли которого наносят с помощьзаостренной спички или металли--ческой спицы для вязания. Конечно, потребуется определенная практика, чтобы все капли получались одинакового* размера-, зато и брак,: исправляется очень легко — "плохую" заклепку л&хжно просто стереть пальцами. Качество -гкУ/уча-вщихся заклепок настолько велико, .что. после .. покраски даже трудно'Сй№ представить, из чего они сделаны* В следующих выпусках "Танкомастера" мы обязательно более подробно расскажем --обо всех материалах, из которых делают мфдели, и приемах работы с-.-ними*» ну а пока, применительно к теме заклепок, речь пойдет о том, 'как <и£готсм»к(ть штампованные заклепки из полистирола. ..„ Самый-простой и доступный способ - :ги*Г'ОтоЕитЬ -.дй^бй гипсовый блок с гладкой позврзсностью, на которой миниатюрным сверлом диаметром 0,8 -1 мм в ысвеэди^Аются углубления под заклепки. Затем полистирояовые литники от сборный моделей танков, самолетов и кораблей, а также полистироловые спицы для вязания подносят к оИчга и после Их размягчения прижимают к гипсовому блоку. Полистирол очень быстро остывает, а на лит— •нике-дцтампе остается готовый оттиск заклепки. t еперь остается только наделать таких заклепок побольше и срезать их лезвие^ бритвы е отдельную коробочку, откуда их удобно доставать и наклеивать куда надо. Достоинством этого способа является то, что таким образом можно штамповать заклепки самых разных фасонов, -и не только заклепки, но и различные мелкие детали для моделей — люки заправочных горловин, колпаки вентиляторов и перископов и даже небольшие колеса для моделей, траков гусениц, правда, они также должны быть невелики, чтобы их можно было легко срезать. Гипсозая форма легко приходит в негодность - ив этйм ее недостаток, зато и новую сделать ничего не стоит, был бы только готовый образец для отливки. Но зее-таки для "массового производства* заклепок лучше всего сделать нужные углубления на кусочке металла или металлической пластинке. Лучше Есего использовать латунь или медь — тогда высверлить углубление под заклепку можно будет даже голыми руками и с максимальной точностью Наиболее подходящими масштабами для этой технологии являются: 1:20, 1:25, 1:30, 1:35, 1:43/43/50. Для более мелких моделей штамповка заклепок теряет всякий смысл. Некоторые моделисты для моделей в масштабах 1:72 и 1:8" делают крошечные заклепки из вытянутых над огнем полистироловых нитей, которые затем нарезаются бритвои. Но это, очевидно, предел миниатюризации и более отвечает созданию не уменьшенной в *эн" раз копии танка, а его миниатюрного образа. Здесь мы подходим к весьма спорному для многих моделистов вопросу о пределах миниатюризации и соблюдения масштабов при изготовлении модели. Уменьшая модель и все её детали в строгом соответствии с заданным масштабом, мы, однако, далека не всегда можем его соблюсти. Так вот насколько можно от него отступать, чтобы само понятие 'масштабная модель" не нарушалась? Например, те же заклепки в масштабе 1:35 очень часто бывают настолько малы, что их практически и не видно. Достаточно всего на чуть—чуть сделать их больше, как впечатление от модели сразу меняется в лучшую сторону, хотя явное нарушение масштаба налицо. Конечно, у нас есть перед глазами традиции судомодельного спорта, однако и там расхождение в масштабном соответствии деталей нередко бывает значительным. Нам кажется, что в моделироваании, как и в искусстве, всего должна быть в меру, которая определяется мастерством исполнителя модели, гармоническим соответствием замысла и исполнения, умелым ощущением того впечатления, которое должна произвести данная модель. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК ПО ГИПСОВОЙ ФОРМЕ: 1 - гипсовая "лепешка"; ^ - высве) отпечатки деталей простой формы; >ливание заклепок и 5 - оплавление литника; 4 - выдавливание заклепки; 5 - срезание заклепки. АИТМИП ИЗГОТОВЛЕНИЕ ЗАКЛЕПОК ПО ФОРМЕ ИЗ МЕТАЛЛА: Г~--п?очё^ан^анйё~^клепок на дюралевой пластинке; 2 - "серийная штамповка" заклепок при помощи горячего утюга. ПАССАТЧ*И |








