Техника - молодёжи 1948-01, страница 21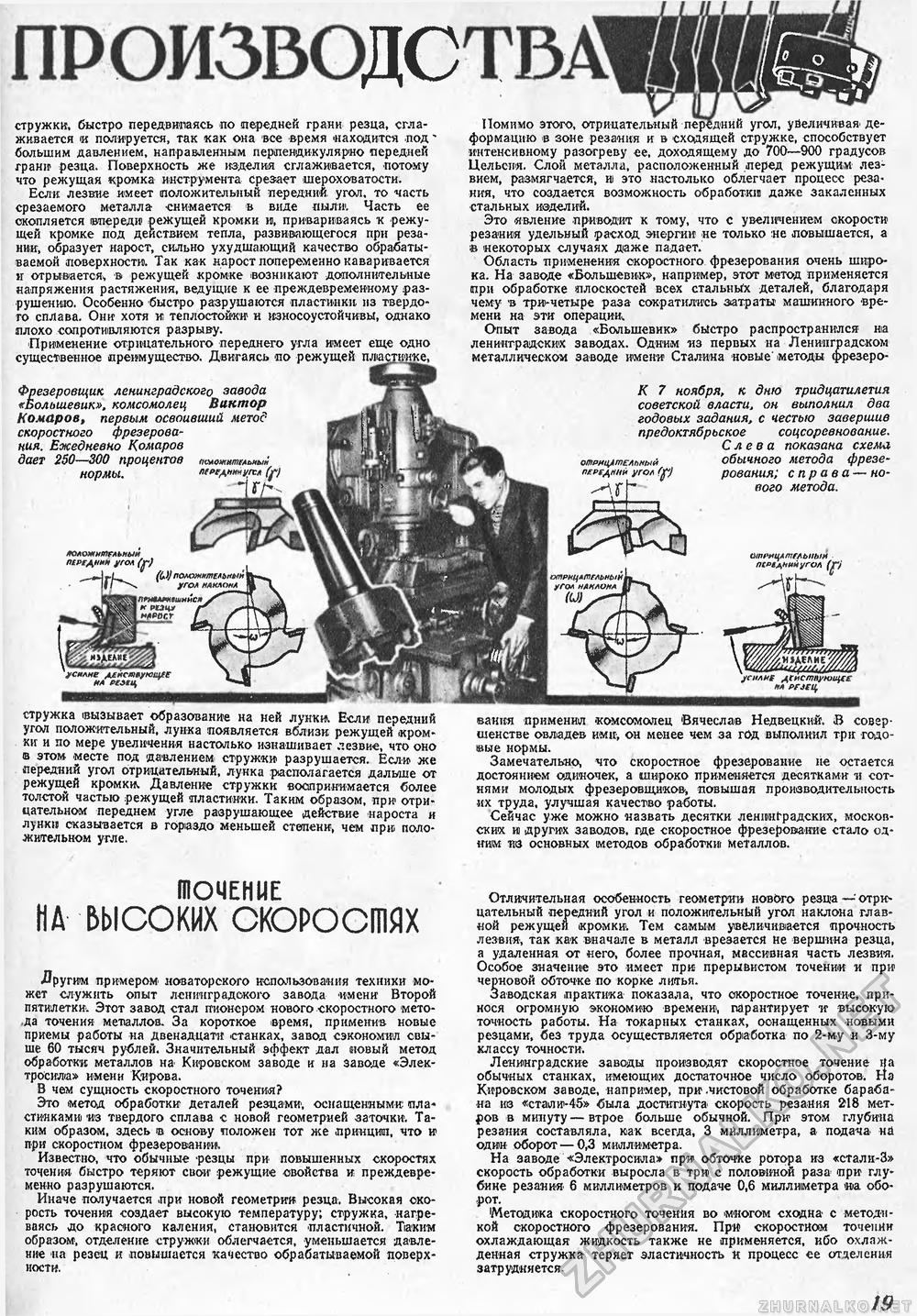
ПРОИЗВОДСТВА^ стружки, быстро передвигаясь по передней грани резца, сглаживается « полируется, так как она все время «находится -под большим давлением, направленным перпендикулярно передней грани резца. Поверхность же изделия сглаживается, потому что режущая кромка инструмента срезает шероховатости. Если лезвие имеет положительный передний, угол, то часть срезаемого металла снимается в виде пыли. Часть ее скопляется (впереди режущей кромки и, привариваясь к режущей кромке под действием тепла, развивающегося при резании, образует нарост, сильно ухудшающий качество обрабатываемой поверхности. Так как нарост попеременно наваривается и отрывается* в режущей кромке возникают дополнительные напряжения растяжения, ведущие к ее преждевременному разрушению. Особенно быстро разрушаются пластинки из твердого сплава. Они хотя и теплостойки и износоустойчивы, однако ялохо сопротивляются разрыву. Применение отрицательного переднего угла имеет еще одно существенное преимущество. Двигаясь -по режущей плюс Фрезеровщик ленинградского завода «Большевик», комсомолец Виктор Номеров, первым освоивший метод скоростного фрезерования. Ежедневно Комаров дает 250—300 процентов нжжмтелмш нормы. лгр^нннугсл (f) Помимо этого, отрицательный передний угол, увеличивая- деформацию в зоне резания и в сходящей стружке, способствует интенсивному разогреву ее, доходящему до 700—900 градусов Цельсия. Слой металла, расположенный перед режущим лезвием, размягчается, и это настолько облегчает процесс резания, что создается возможность обработки даже закаленных стальных изделий. Это -явление приводит к тому, что с увеличением скорости резания удельный /расход энергии не только :не повышается, а в некоторых случаях даже падает. Область применения скоростного фрезерования очень широка. На заводе «Большевик», например, этот метод применяется при обработке плоскостей всех стальных деталей, благодаря чему ъ три-четыре раза сократились затраты машинного времени на эти операции. Опыт завода «Большевик» быстро распространился на ленинградских заводах. Одним из первых на Ленинградском металлическом заводе имени Сталина новые методы фрезеро- К 7 ноября, к дню тридцатилетия советской власти, он выполнил два годовых задания, с честью завершив предоктябрьское соцсоревнование. Слева показана схема обычного метода фрезерования; справа — нового метода. ОтРИи/ГПЕЛЬНЫИ передни* угол (р лолошшглъмш П£Р£ДН»М угол стмцл тгл ЬИЫИ ПС*>£АНМНугоЛ (jT) стружка «вызывает образование на ней лунки. Если передний угол положительный, лунка появляется вблизи режущей кромки и по мере увеличения настолько изнашивает лезвие, что оно <в этом месте под давлением стружки разрушается. Если же передний угол отрицательный, лунка располагается дальше от режущей кромки. Давление стружки воспринимается более толстой частью режущей пластинки. Таким образом, при отрицательном переднем угле разрушающее действие нароста и лунки сказывается в гораздо меньшей степени, чем при положительном угле. ваиия применил комсомолец Вячеслав Недвецкий. В совершенстве овладев ими-, он менее чем за год выполнил три годовые нормы. Замечательно, что скоростное фрезерование не остается достоянием одиночек, а широко применяется десятками я сотнями молодых фрезеровщиков, повышая производительность их труда, улучшая качество работы. Сейчас уже можно назвать десятки ленинградских, московских и других заводов, где скоростное фрезерование стало одним из основных методов обработки металлов. niOMEHUE ид высоких скоростях Другим примером новаторского использования техники может служить опыт ленинградского завода -имени Второй пятилетки. Этот завод стал пионером нового скоростного метода точения металлов. За короткое время, применив новые приемы работы на двенадцати станках, завод сэкономил свыше 60 тысяч рублей. Значительный эффект дал новый метод обработки металлов на Кировском заводе н на заводе «Электросил/а» имени Кирова. В чем сущность скоростного точения? Это метод обработки деталей резцами, оснащенными: пластинками из твердого сплава с новой геометрией заточки. Таким образом, здесь в основу положен тот же «принцип, что и> при скоростном фрезеровании. Известно, что обычные резцы при повышенных скоростях точения быстро теряют свои режущие свойства и преждевременно разрушаются. Иначе получается при новой геометрии резца. Высокая скорость точения создает высокую температуру; стружка, нагреваясь до красного каления, становится пластичной. Таким образом, отделение стружки облегчается, уменьшается давление на резец и .повышается качество обрабатываемой поверхности. Отличительная особенность геометрии нового резца— отрицательный передний угол и положительный угол наклона главной режущей кромки. Тем самым увеличивается прочность лезвия, так как вначале в металл врезается не вершина резца, а удаленная от него, более прочная, массивная часть лезвия. Особое значение это имеет при прерывистом точении и при черновой обточке по корке литья. Заводская .практика показала, что скоростное точение, принося огромную экономию времени, гарантирует if высокую точность работы. На токарных станках, оснащенных новыми резцами, без труда осуществляется обработка по 2-му и 3-му классу точности. Ленинградские заводы производят скоростное точение на обычных станках, имеющих достаточное число оборотов. На Кировском заводе, например, при .чистовой обработке барабана из «стали-45» была достигнута скорость резания 218 метров в минуту — втрое больше обычной. При этом глубина резания составляла, как всегда, 3 миллиметра, а подача на один оборот —0,3 миллиметра. На заводе «Электросила» при обточке ротора из «стали-3» скорость обработки выросла в три с половиной раза при глубине резани» 6 миллиметров и подаче 0,6 миллиметра «а оборот. •Методика скоростного точения во многом сходна с методикой скоростного фрезерования. При скоростном точении охлаждающая жидкость также не применяется, ибо охлажденная стружка теряет эластичность к процесс ее отделения затрудняется II |








