Техника - молодёжи 1949-10, страница 24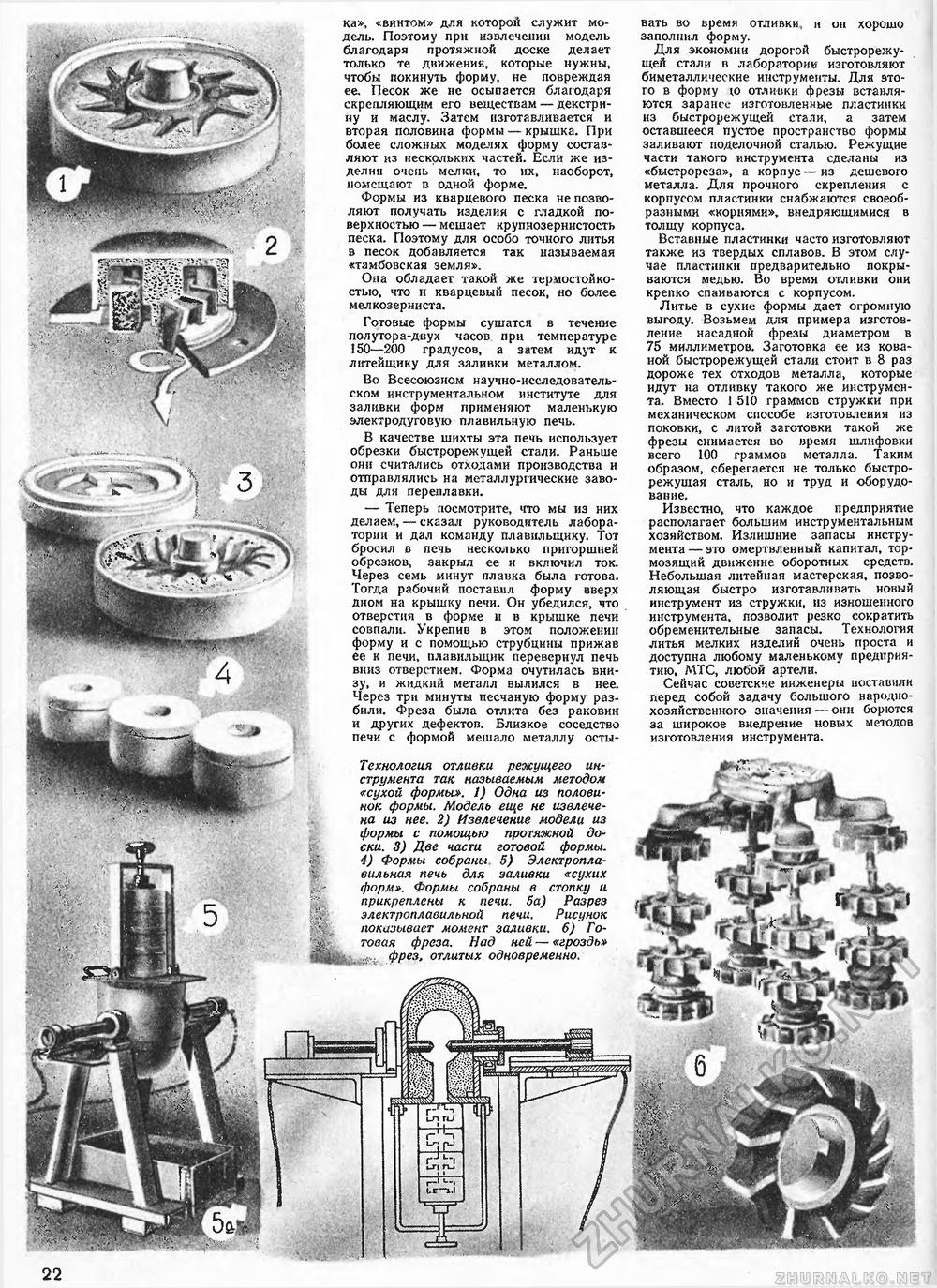
ка», «винтом» для которой служит модель. Поэтому при извлечении модель благодаря протяжной доске делает только те движения, которые нужны, чтобы покинуть форму, не повреждая ее. Песок же не осыпается благодаря скрепляющим его веществам — декстрину и маслу. Затем изготавливается и вторая половина формы — крышка. При более сложных моделях форму составляют из нескольких частей. Если же изделии очень мелки, то их, наоборот, помещают в одной форме. Формы из кварцевого песка не позволяют получать изделия с гладкой поверхностью — мешает крупнозернистость песка. Поэтому для особо точного литья в песок добавляется так называемая «тамбовская земля». Она обладает такой же термостойкостью, что и кварцевый песок, но более мелкозерниста. Готовые формы сушатся в течение полутора-двух часов при температуре 150—200 градусов, а затем идут к литейщику для заливки металлом. Во Всесоюзном научно-исследовательском инструментальном институте для заливки форм применяют маленькую электродуговую плавильную печь. В качестве шихты эта печь использует обрезки быстрорежущей стали. Раньше они считались отходами производства и отправлялись на металлургические заводы для переплавки. — Теперь посмотрите, что мы из них делаем, — сказал руководитель лаборатории и дал команду плавильщику. Тот бросил в печь несколько пригоршней обрезков, закрыл ее и включил ток. Через семь минут плавка была готова. Тогда рабочий поставил форму вверх дном на крышку лечи. Он убедился, что отверстия в форме и в крышке печи совпали. Укрепив в этом положении форму и с помощью струбцины прижав ее к печи, плавильщик перевернул печь вниз отверстием. Форма очутилась внизу, и жидкий металл вылился в нее. Через три минуты песчаную форму разбили. Фреза была отлита без раковин и других дефектов. Близкое соседство печи с формой мешало металлу осты вать во время отливки, и он хорошо заполнил форму. Для экономии дорогой быстрорежущей стали в лаборатории изготовляют биметаллические инструменты. Для этого в форму ю отливки фрезы вставляются заранее изготовленные пластинки из быстрорежущей стали, а затем оставшееся пустое пространство формы заливают поделочной сталью. Режущие части такого инструмента сделаны из «быстрореза», а корпус — из дешевого металла. Для прочного скрепления с корпусом пластинки снабжаются своеобразными «корнями», внедряющимися в толщу корпуса. Вставные пластинки часто изготовляют также из твердых сплавов. В этом случае пластинки предварительно покрываются медью. Во время отливки они крепко спаиваются с корпусом. Литье в сухие формы дает огромную выгоду. Возьмем для примера изготовление насадной фрезы диаметром в 75 миллиметров. Заготовка ее из кованой быстрорежущей стали стоит в 8 раз дороже тех отходов металла, которые идут на отливку такого же инструмента. Вместо 1 510 граммов стружки при механическом способе изготовления из поковки, с литой заготовки такой же фрезы снимается во время шлифовки всего 100 граммов металла. Таким образом, сберегается не только быстрорежущая сталь, но и труд и оборудование. Известно, что каждое предприятие располагает большим инструментальным хозяйством. Излишние запасы инструмента— это омертвленный капитал, тормозящий движение оборотных средств. Небольшая литейная мастерская, позволяющая быстро изготавливать новый инструмент из стружки, из изношенного инструмента, позволит резко сократить обременительные запасы. Технология литья мелких изделий очень проста и доступна любому маленькому предприятию, МТС, любой артели. Сейчас советские инженеры поставили перед собой задачу большого народнохозяйственного значения — они борются за широкое внедрение новых методов изготовления инструмента. 16 fe. Технология отливки режущего инструмента так называемым методом «сухой формы». 1) Одна из половинок формы. Модель еще не извлечена из нее. 2) Извлечение модели из формы с помощью протяжной доски. 8) Две части готовой формы. 4) Формы собраны 5) Электроплавильная печь для заливки «сухих форм». Формы собраны в стопку и прикреплены к печи. 5а) Разрез электроплавильной печи. Рисунок показывает момент заливки. 6) Готовая фреза. Над ней — «гроздь» ft;- ФРез> отлитых одновременно.
|
|||||||








