Техника - молодёжи 1954-06, страница 7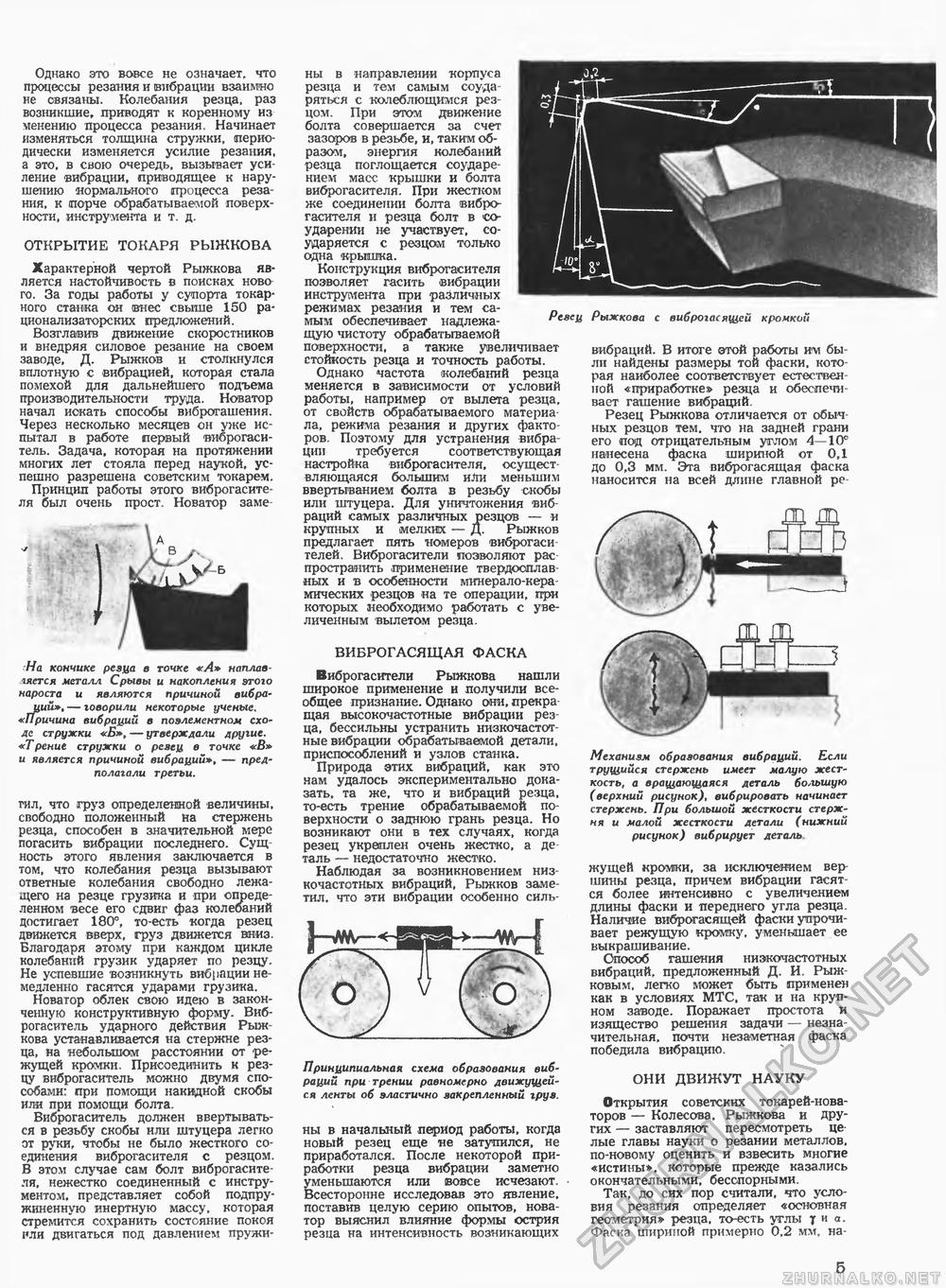
Однако это вовсе не означает, что процессы резания и вибрации взаимно не связаны. Колебания резца, раз возникшие, приводят к коренному из менению процесса резания. Начинает изменяться толщина стружки, периодически изменяется усилие резания, а это, в свою очередь, вызывает усиление вибрации, приводящее к нарушению нормального процесса резания, к порче обрабатываемой поверхности, инструмента и т. д. ОТКРЫТИЕ ТОКАРЯ РЫЖКОВА Характерной чертой Рыжкова является настойчивость в поисках нового. За годы работы у супорта токарного станка он внес свыше 150 рационализаторских предложений. Возглавив движение скоростников и внедряя силовое резание на своем заводе, Д. Рыжков и столкнулся вплотную с вибрацией, которая стала помехой для дальнейшего подъема производительности труда. Новатор начал искать способы виброгашения. Через несколько месяцев он уже испытал в работе первый виброгаситель. Задача, которая на протяжении многих лет стояла перед наукой, успешно разрешена советским токарем. Принцип работы этого виброгасителя был очень прост. Новатор заме- ■На кончике резца в точке «А» наплав-яяется металл Срывы и накопления этого нароста и являются причиной вибра- ций», — говорили некоторые ученые, «Причина вибраций в поэлементном сходе стружки «Б», — утверждали другие, кТрение стружки о резец в точке «В» и является причиной вибраций», — предполагали третьи. гил, что груз определенной величины, свободно положенный на стержень резца, способен в значительной мере погасить вибрации последнего. Сущность этого явления заключается в том, что колебания резца вызывают ответные колебания свободно лежащего на резце грузика и при определенном весе его сдвиг фаз колебаний достигает 180°, то-есть когда резец движется вверх, груз движется вниз. Благодаря этому при каждом цикле колебаний грузик ударяет по резцу. Не успевшие возникнуть вибрации немедленно гасятся ударами грузика. Новатор облек свою идею в законченную конструктивную форму. Виб-рогаситель ударного действия Рыжкова устанавливается на стержне резца, на небольшом расстоянии от -режущей кромки. Присоединить к резцу виброгаситель можно двумя способами: при помощи накидной скобы или при помощи болта. Виброгаситель должен ввертываться в резьбу скобы или штуцера легко от руки, чтобы не было жесткого соединения виброгасителя с резцом. В этом случае сам болт виброгасителя, нежестко соединенный с инструментом, представляет собой подпружиненную инертную массу, которая стремится сохранить состояние покоя или двигаться под давлением пружи ны в направлении корпуса резца и тем самым соударяться с колеблющимся резцом. При этом движение болта совершается за счет зазоров в резьбе, и, таким образом, энергия колебаний резца поглощается соударением масс крышки и болта виброгасителя. При жестком же соединении болта виброгасителя и резца болт в соударении не участвует, соударяется с резцом только одна крышка. Конструкция виброгасителя позволяет гасить вибрации инструмента при различных режимах резания и тем самым обеспечивает надлежащую чистоту обрабатываемой поверхности, а также увеличивает стойкость резца и точность работы. Однако частота колебаний резца меняется в зависимости от условий работы, например от вылета резца, от свойств обрабатываемого материала, режима резания и других факторов. Поэтому для устранения вибрации требуется соответствующая настройка виброгасителя, осуществляющаяся большим иЛи меньшим ввертыванием болта в резьбу скобы или штуцера. Для уничтожения вибраций самых различных резцов — и крупных и мелких — Д. Рыжков предлагает пять номеров виброгасителей, Виброгасители позволяют рас пространить .применение твердосплавных и в особенности минерало-кера-мических -резцов на те операции, при которых необходимо работать с увеличенным вылетом резца. ВИБРОГАСЯЩАЯ ФАСКА Виброгасители Рыжкова нашли широкое применение и получили всеобщее признание. Однако они, прекращая высокочастотные вибрации резца, бессильны устранить низкочастотные вибрации обрабатываемой детали, приспособлений и узлов станка. Природа этих вибраций, как это нам удалось экспериментально доказать, та же, что и вибраций резца, то-есть трение обрабатываемой поверхности о заднюю грань резца. Но возникают они в тех случаях, когда резец укреплен очень жестко, а деталь — недостаточно жестко. Наблюдая за возникновением низкочастотных вибраций, Рыжков заметил. что эти вибрации особенно силь- Принципиальная схема образования вибраций при трении равномерно движущейся ленты об эластично закрепленный груз. ны в начальный период работы, когда новый резец еще не затупился, не приработался. После некоторой приработки резца вибрации заметно уменьшаются или вовсе исчезают. Всесторонне исследовав это явление, поставив целую серию опытов, новатор выяснил влияние формы острия резца на интенсивность возникающих Рыжкова с виброгасящей кромкой вибраций. В итоге этой работы им были найдены размеры той фаски, которая наиболее соответствует естественной «приработке» резца и обеспечивает гашение вибраций. Резец Рыжкова отличается от обычных резцов тем. что на задней грани его под отрицательным углом 4— 10е нанесена фаска шириной от 0,1 до 0,3 мм. Эта виброгасящая фаска наносится на всей длине главной ре- Механизм образования вибраций. Если трущийся стержень имеет малую жесткость, а вращающаяся деталь большую (верхний рисунок), вибрировать начинает стержень. При большой жесткости стержня и малой жесткости детали (нижний рисунок) вибрирует деталь жущей кромки, за исключением вершины резца, причем вибрации гасятся более интенсивно с увеличением длины фаски и переднего угла резца. Наличие виброгасящей фаски упрочивает режущую кромку, уменьшает ее выкрашивание. Способ гашения низкочастотных вибраций, предложенный Д. И. Рыжковым, легко может быть применен как в условиях МТС, так и на крупном заводе. Поражает простота и изящество решения задачи — незначительная, почти незаметная фаска победила вибрацию. ОНИ ДВИЖУТ НАУКУ Открытия советских токарей-новаторов — Колесова. Рыжкова и других — заставляют пересмотреть целые главы науки о резании металлов, по-новому оценить и взвесить многие «истины», которые прежде казались окончательными, бесспорными. Так, до сих пор считали, что условия резания определяет «основная геометрия» резца, то-есть углы у и а. Фаска шириной примерно 0.2 мм, на- б |








