Техника - молодёжи 1977-03, страница 15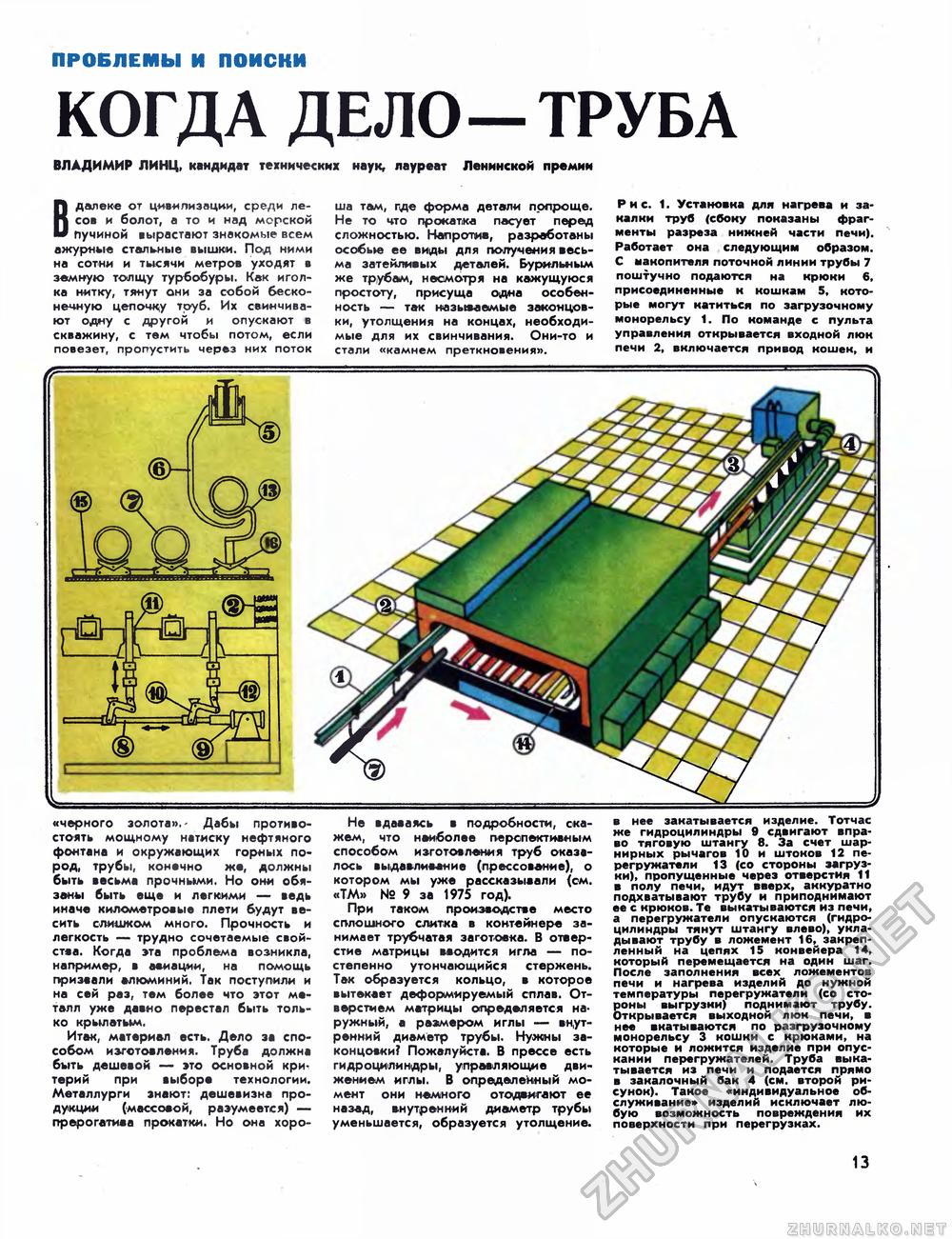
ПРОБЛЕМЫ И ПОИСКИ КОГДА ДЕЛО—ТРУБАВЛАДИМИР ЛИНЦ, кандидат технических наук, лауреат Ленинской премии Вдалеке от цивилизации, среди лесов и болот, а то и над морской пучиной вырастают знакомые всем ажурные стальные вышки. Под ними на сотни и тысячи метров уходят в земную толщу турбобуры. Как иголка нитку, тянут они за собой бесконечную цепочку труб. Их свинчивают одну с другой и опускают в скважину, с тем чтобы потом, если повезет, пропустить через них поток «черного золота».- Дабы противостоять мощному натиску нефтяного фонтана и окружающих горных пород, трубы, конечно же, должны быть весьма прочными. Но они обязаны быть еще и легкими — ведь иначе километровые плети будут весить слишком много. Прочность и легкость — трудно сочетаемые свойства. Когда эта проблема возникла, например, в авиации, на помощь призвали алюминий. Так поступили и на сей раз, тем более что этот металл уже давно перестал быть только крылатым. Итак, материал есть. Дело за способом изготовления. Труба должна быть дешевой — это основной кри« терий при выборе технологии. Металлурги знают: дешевизна продукции (массовой, разумеется) — прерогатива прокатки. Но она хоро ша там, где форма детали попроще. Не то что прокатка пасует перед сложностью. Напротив, разработаны особые ее виды для получения весьма затейливых деталей. Бурильным же трубам, несмотря на кажущуюся простоту, присуща одна особенность — так называемые законцов-ки, утолщения на концах, необходимые для их свинчивания. Они-то и стали «камнем преткновения». Не вдаваясь в подробности, скажем, что наиболее перспективным способом изготовления труб оказалось выдавливание (прессование), о котором мы уже рассказывали (см. «ТМ» № 9 за 1975 год). При таком производстве место сплошного слитка в контейнере занимает трубчатая заготовка. В отверстие матрицы вводится игла — постепенно утончающийся стержень. Так образуется кольцо, в которое вытекает деформируемый сплав. Отверстием матрицы определяется наружный, а размером иглы — внутренний диаметр трубы. Нужны за-концовки? Пожалуйста. В прессе есть гидроцилиндры, управляющие движением иглы. В определенный момент они немного отодвигают ее назад, внутренний диаметр трубы уменьшается, образуется утолщение. Рис. 1. Установка для нагрева и закалки труб (сбоку показаны фрагменты разреза нижней части печи). Работает она следующим образом. С накопителя поточной линии трубы 7 поштучно подаются на крюки 6, присоединенные к кошкам 5, которые могут катиться по загрузочному монорельсу 1. По команде с пульта управления открывается входной люк печи 2, включается привод кошек, и в нее закатывается изделие. Тотчас же гидроцилиндры 9 сдвигают вправо тяговую штангу 8. За счет шарнирных рычагов 10 и штоков 12 перегружатели 13 (со стороны загрузки), пропущенные через отверстия 11 в полу печи, идут вверх, аккуратно подхватывают трубу и приподнимают ее с крюков. Те выкатываются из печи, а перегружатели опускаются (гидроцилиндры тянут штангу влево), укладывают трубу в ложемент 16, закрепленный на цепях 15 конвейера 14, который перемещается на один шаг. После заполнения всех ложементов печи и нагрева изделий до нужной температуры перегружатели (со сто- 8оны выгрузки) поднимают трубу, ткрывается выходной люк печи, в нее вкатываются по разгрузочному монорельсу 3 кошки с крюками, на которые и ложится изделие при опускании перегружателей. Труба выкатывается из печи и подается прямо в закалочный бак 4 (см. второй рисунок). Такое «индивидуальное обслуживание» изделий исключает любую возможность повреждения их поверхности при перегрузках. 13 |








