Техника - молодёжи 1977-09, страница 29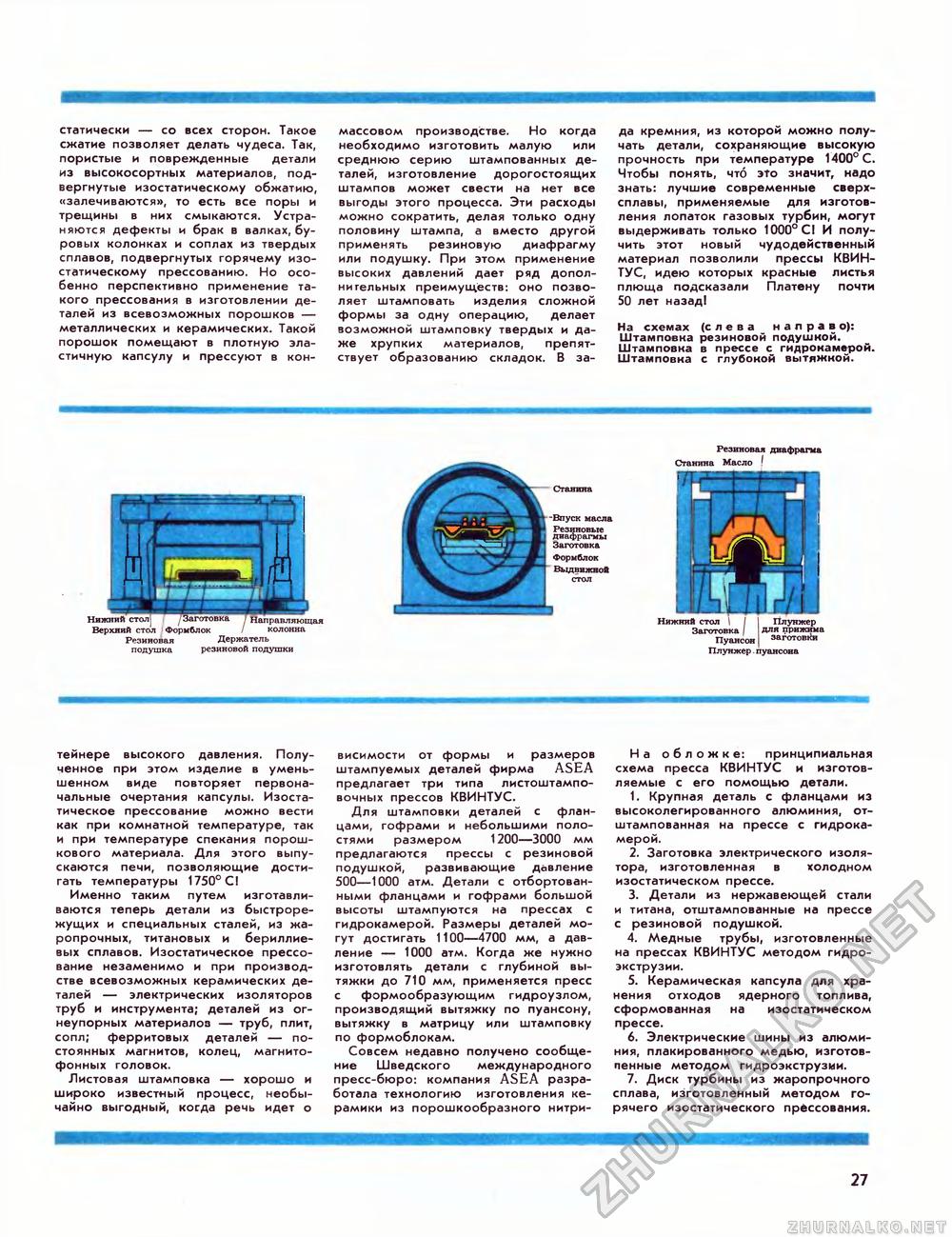
шшш статически — со всех сторон. Такое сжатие позволяет делать чудеса. Так, пористые и поврежденные детали из высокосортных материалов, подвергнутые изостатическому обжатию, «залечиваются», то есть все поры и трещины в них смыкаются. Устраняются дефекты и брак в валках, буровых колонках и соплах из твердых сплавов, подвергнутых горячему изостатическому прессованию. Но особенно перспективно применение такого прессования в изготовлении деталей из всевозможных порошков — металлических и керамических. Такой порошок помещают в плотную эластичную капсулу и прессуют в кон- массовом производстве. Но когда необходимо изготовить малую или среднюю серию штампованных деталей, изготовление дорогостоящих штампов может свести на нет все выгоды этого процесса. Эти расходы можно сократить, делая только одну половину штампа, а вместо другой применять резиновую диафрагму или подушку. При этом применение высоких давлений дает ряд дополнительных преимуществ: оно позволяет штамповать изделия сложной формы за одну операцию, делает возможной штамповку твердых и даже хрупких материалов, препятствует образованию складок. В за да кремния, из которой можно получать детали, сохраняющие высокую прочность при температуре 1400° С. Чтобы понять, что это значит, надо знать: лучшие современные сверхсплавы, применяемые для изготовления лопаток газовых турбин, могут выдерживать только 1000° С! И получить этот новый чудодейственный материал позволили прессы КВИНТУС, идею которых красные листья плюща подсказали Платену почти 50 лет назад! На схемах (слева направо): Штамповка резиновой подушкой. Штамповка в прессе с гидрокамерой. Штамповка с глубокой вытяжкой. тейнере высокого давления. Полученное при этом изделие в уменьшенном виде повторяет первоначальные очертания капсулы. Изоста-тическое прессование можно вести как при комнатной температуре, так и при температуре спекания порошкового материала. Для этого выпускаются печи, позволяющие достигать температуры 1750° С! Именно таким путем изготавливаются теперь детали из быстрорежущих и специальных сталей, из жаропрочных, титановых и бериллие-вых сплавов. Изостатическое прессование незаменимо и при производстве всевозможных керамических деталей — электрических изоляторов труб и инструмента; деталей из огнеупорных материалов — труб, плит, сопл; ферритовых деталей — постоянных магнитов, колец, магнитофонных головок. Листовая штамповка — хорошо и широко известный процесс, необычайно выгодный, когда речь идет о висимости от формы и размеров штампуемых деталей фирма ASEA предлагает три типа листоштампо-вочных прессов КВИНТУС. Для штамповки деталей с фланцами, гофрами и небольшими полостями размером 1200—3000 мм предлагаются прессы с резиновой подушкой, развивающие давление 500—1000 атм. Детали с отбортованными фланцами и гофрами большой высоты штампуются на прессах с гидрокамерой. Размеры деталей могут достигать 1100—4700 мм, а давление — 1000 атм. Когда же нужно изготовлять детали с глубиной вытяжки до 710 мм, применяется пресс с формообразующим гидроузлом, производящий вытяжку по пуансону, вытяжку в матрицу или штамповку по формоблокам. Совсем недавно получено сообщение Шведского международного пресс-бюро: компания ASEA разработала технологию изготовления керамики из порошкообразного нитри- На обложке: принципиальная схема пресса КВИНТУС и изготовляемые с его помощью детали. 1. Крупная деталь с фланцами из высоколегированного алюминия, отштампованная на прессе с гидрокамерой. 2. Заготовка электрического изолятора, изготовленная в холодном изостатическом прессе. 3. Детали из нержавеющей стали и титана, отштампованные на прессе с резиновой подушкой. 4. Медные трубы, изготовленные на прессах КВИНТУС методом гидроэкструзии. 5. Керамическая капсула для хранения отходов ядерного топлива, сформованная на изостатическом прессе. 6. Электрические шины из алюминия, плакированного медью, изготовленные методом гидроэкструзии. 7. Диск турбины из жаропрочного сплава, изготовленный методом горячего изостатического прессования. Станина масла Резиновые диафрагмы Заготовка Формблок Выдвижной стол Нижний стол Заготовка Плунжер для прижима заготовки Плунжер пуансона 27 |








