Сделай Сам (Знание) 2010-02, страница 76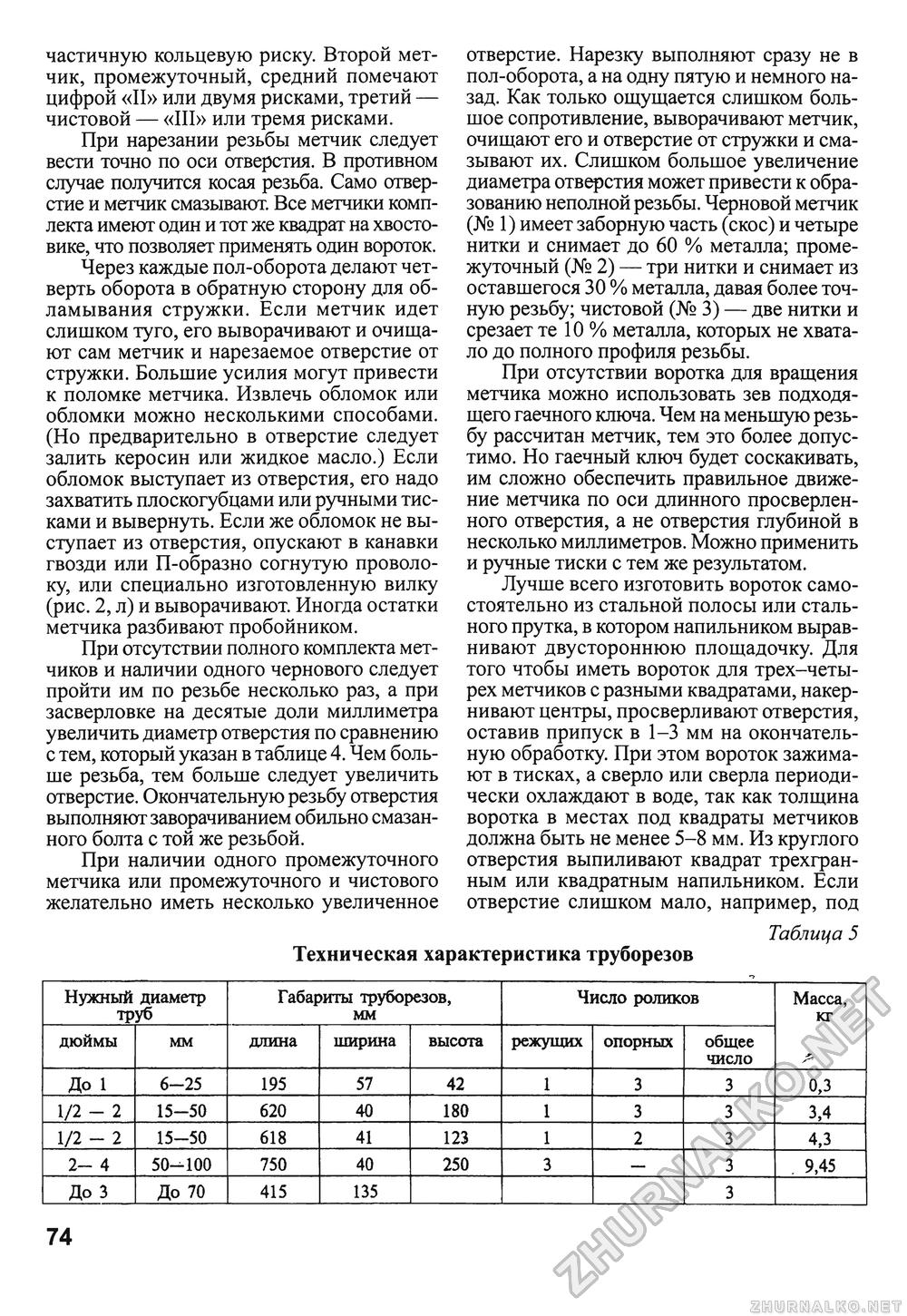
частичную кольцевую риску. Второй метчик, промежуточный, средний помечают цифрой «II» или двумя рисками, третий — чистовой — «III» или тремя рисками. При нарезании резьбы метчик следует вести точно по оси отверстия. В противном случае получится косая резьба. Само отверстие и метчик смазывают. Все метчики комплекта имеют один и тот же квадрат на хвостовике, что позволяет применять один вороток. Через каждые пол-оборота делают четверть оборота в обратную сторону для обламывания стружки. Если метчик идет слишком туго, его выворачивают и очищают сам метчик и нарезаемое отверстие от стружки. Большие усилия могут привести к поломке метчика. Извлечь обломок или обломки можно несколькими способами. (Но предварительно в отверстие следует залить керосин или жидкое масло.) Если обломок выступает из отверстия, его надо захватить плоскогубцами или ручными тисками и вывернуть. Если же обломок не выступает из отверстия, опускают в канавки гвозди или П-образно согнутую проволоку, или специально изготовленную вилку (рис. 2, л) и выворачивают. Иногда остатки метчика разбивают пробойником. При отсутствии полного комплекта метчиков и наличии одного чернового следует пройти им по резьбе несколько раз, а при засверловке на десятые доли миллиметра увеличить диаметр отверстия по сравнению с тем, который указан в таблице 4. Чем больше резьба, тем больше следует увеличить отверстие. Окончательную резьбу отверстия выполняют заворачиванием обильно смазанного болта с той же резьбой. При наличии одного промежуточного метчика или промежуточного и чистового желательно иметь несколько увеличенное отверстие. Нарезку выполняют сразу не в пол-оборота, а на одну пятую и немного назад. Как только ощущается слишком большое сопротивление, выворачивают метчик, очищают его и отверстие от стружки и смазывают их. Слишком большое увеличение диаметра отверстия может привести к образованию неполной резьбы. Черновой метчик (№ 1) имеет заборную часть (скос) и четыре нитки и снимает до 60 % металла; промежуточный (№ 2) — три нитки и снимает из оставшегося 30 % металла, давая более точную резьбу; чистовой (№ 3) — две нитки и срезает те 10 % металла, которых не хватало до полного профиля резьбы. При отсутствии воротка для вращения метчика можно использовать зев подходящего гаечного ключа. Чем на меньшую резьбу рассчитан метчик, тем это более допустимо. Но гаечный ключ будет соскакивать, им сложно обеспечить правильное движение метчика по оси длинного просверленного отверстия, а не отверстия глубиной в несколько миллиметров. Можно применить и ручные тиски с тем же результатом. Лучше всего изготовить вороток самостоятельно из стальной полосы или стального прутка, в котором напильником выравнивают двустороннюю площадочку. Для того чтобы иметь вороток для трех-четы-рех метчиков с разными квадратами, накер-нивают центры, просверливают отверстия, оставив припуск в 1-3 мм на окончательную обработку. При этом вороток зажимают в тисках, а сверло или сверла периодически охлаждают в воде, так как толщина воротка в местах под квадраты метчиков должна быть не менее 5-8 мм. Из круглого отверстия выпиливают квадрат трехгранным или квадратным напильником. Если отверстие слишком мало, например, под Таблица 5 Техническая характеристика труборезов Таблица 5
74 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||








