Сделай Сам (Знание) 2010-04, страница 122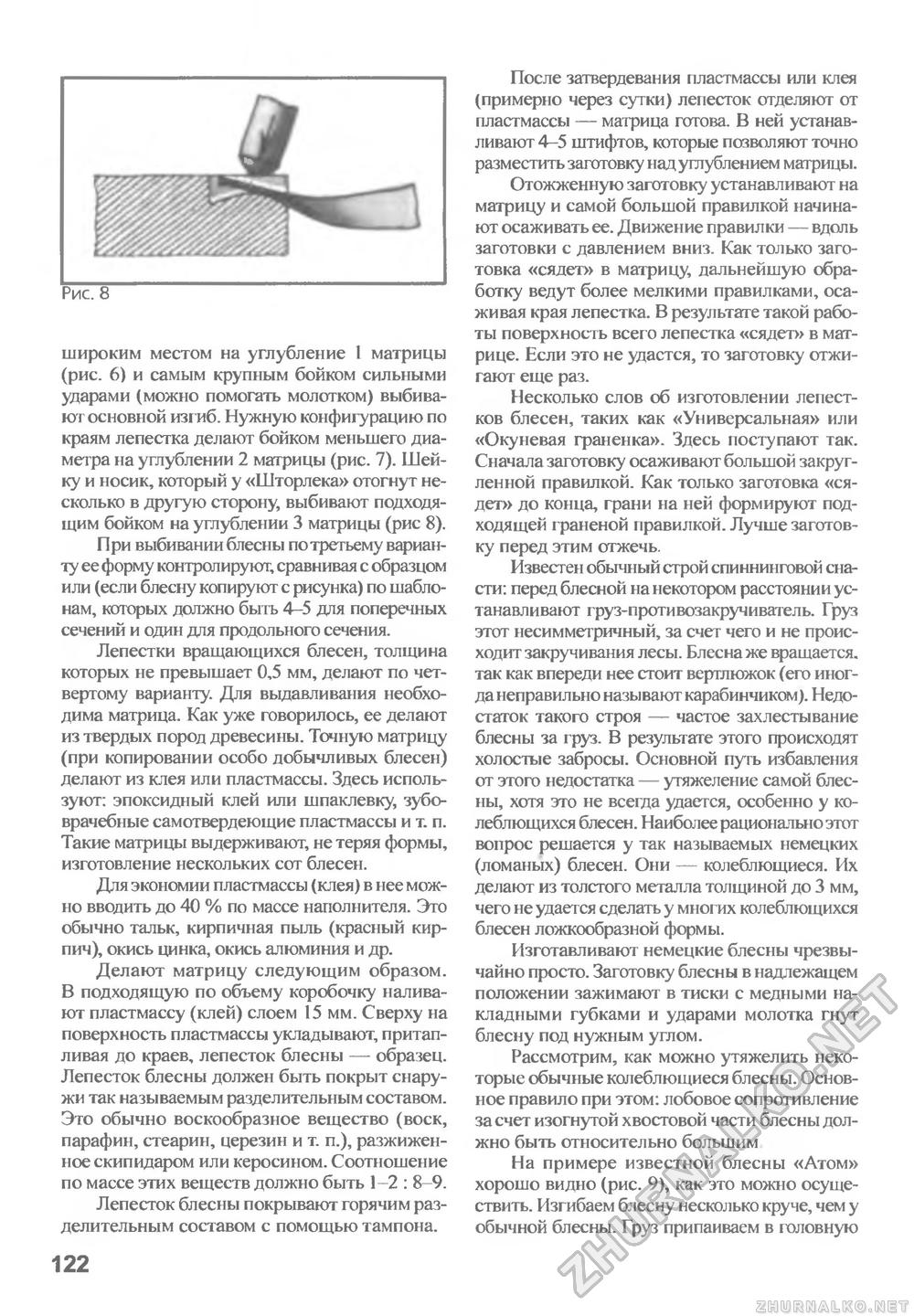
Рис. 8 широким местом на углубление 1 матрицы (рис. 6) и самым крупным бойком сильными ударами (можно помогать молотком) выбивают основной изгиб. Нужную конфигурацию по краям лепестка делают бойком меньшего диаметра на углублении 2 матрицы (рис. 7). Шейку и носик, который у «Шторлека» отогнут несколько в другую сторону, выбивают подходящим бойком на углублении 3 матрицы (рис 8). При выбивании блесны по третьему варианту ее форму контролируют, сравнивая с образцом или (если блесну копируют с рисунка) по шаблонам, которых должно быть Ф-5 для поперечных сечений и один для продольного сечения. Лепестки вращающихся блесен, толщина которых не превышает 0,5 мм, делают по четвертому варианту. Для выдавливания необходима матрица. Как уже говорилось, ее делают из твердых пород древесины. Точную матрицу (при копировании особо добычливых блесен) делают из клея или пластмассы. Здесь используют: эпоксидный клей или шпаклевку, зубоврачебные самотвердеющие пластмассы и т. п. Такие матрицы выдерживают, не теряя формы, изготовление нескольких сот блесен. Для экономии пластмассы (клея) в нее можно вводить до 40 % по массе наполнителя. Это обычно тальк, кирпичная пыль (красный кирпич), окись цинка, окись алюминия и др. Делают матрицу следующим образом. В подходящую по объему коробочку наливают пластмассу (клей) слоем 15 мм. Сверху на поверхность пластмассы укладывают, притап-ливая до краев, лепесток блесны — образец. Лепесток блесны должен быть покрыт снаружи так называемым разделительным составом. Это обычно воскообразное вещество (воск, парафин, стеарин, церезин и т. п.), разжиженное скипидаром или керосином. Соотношение по массе этих веществ должно быть 1-2 : 8 9. Лепесток блесны покрывают горячим разделительным составом с помощью тампона. После затвердевания пластмассы или клея (примерно через сутки) лепесток отделяют от пластмассы — матрица готова. В ней устанавливают 4—5 штифтов, которые позволяют точно разместить заготовку над углублением матрицы. Отожженную заготовку устанавливают на матрицу и самой большой правилкой начинают осаживать ее. Движение правилки — вдоль заготовки с давлением вниз. Как только заготовка «сядет» в матрицу, дальнейшую обработку ведут более мелкими правилками, осаживая края лепестка. В результате такой работы поверхность всего лепестка «сядет» в матрице. Если это не удастся, то заготовку отжигают еще раз. Несколько слов об изготовлении лепестков блесен, таких как «Универсальная» или «Окуневая граненка». Здесь поступают так. Сначала заготовку осаживают большой закругленной правилкой. Как только заготовка «сядет» до конца, грани на ней формируют подходящей граненой правилкой. Лучше заготовку перед этим отжечь. Известен обычный строй спиннинговой снасти: перед блесной на некотором расстоянии устанавливают груз-противозакручиватель. Груз этот несимметричный, за счет чего и не происходит закручивания лесы. Блесна же вращается, так как впереди нее стоит вертлюжок (его иногда неправильно называют карабинчиком). Недостаток такого строя — частое захлестывание блесны за груз. В результате этого происходят холостые забросы. Основной путь избавления от этого недостатка — утяжеление самой блесны, хотя это не всегда удается, особенно у колеблющихся блесен. Наиболее рационатьно этот вопрос решается у так называемых немецких (ломаных) блесен. Они — колеблющиеся. Их делают из толстого металла толщиной до 3 мм, чего не удается сделать у многих колеблющихся блесен ложкообразной формы. Изготавливают немецкие блесны чрезвычайно просто. Заготовку блесны в надлежащем положении зажимают в тиски с медными накладными губками и ударами молотка гнут блесну под нужным углом. Рассмотрим, как можно утяжелить некоторые обычные колеблющиеся блесны. Основное правило при этом: лобовое сопротивление за счет изогнутой хвостовой части блесны должно быть относительно большим На примере известной блесны «Атом» хорошо видно (рис. 9), как это можно осуществить. Изгибаем блесну несколько круче, чем у обычной блесны. Груз припаиваем в головную 122 |








