Техника - молодёжи 1949-10, страница 9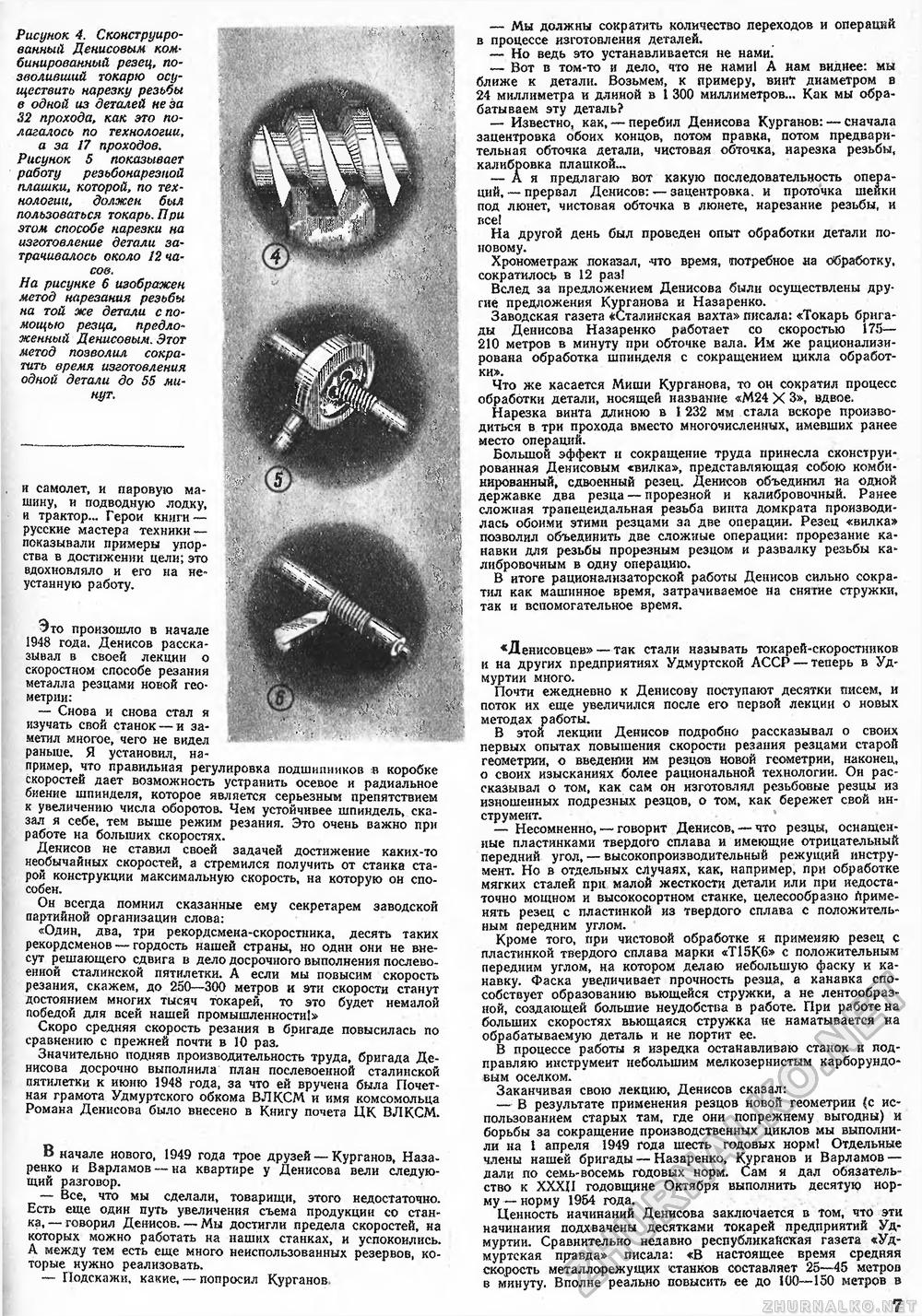
Рисунок 4. Сконструированный Денисовым комбинированный резец, позволивший токарю осуществить нарезку резьбы в одной из деталей не за 32 прохода, как это полагалось по технологии, а за 17 проходов. Рисунок 5 показывает работу резьбонарезной плашки, которой, по технологии, должен был пользоваться токарь. При этом способе нарезки на изготовление детали затрачивалось около 12 часов. На рисунке 6 изображен метод нарезания резьбы на той же детали с помощью резца, предложенный Денисовым. Этот метод позволил сократить время изготовления одной детали до 55 минут. и самолет, и паровую машину, и подводную лодку, и трактор... Герои книги — русские мастера техники — показывали примеры упорства в достижении цели; это вдохновляло и его на неустанную работу. Это произошло в начале 1948 года. Денисов рассказывал в своей лекции о скоростном способе резания металла резцами новой геометрии: — Снова и снова стал я изучать свой станок —и заметил многое, чего не видел раньше. Я установил, например, что правильная регулировка подшипников в коробке скоростей дает возможность устранить осевое и радиальное биение шпинделя, которое является серьезным препятствием к увеличению числа оборотов. Чем устойчивее шпиндель, ска-зал я себе, тем выше режим резания. Это очень важно при работе на больших скоростях. Денисов не ставил своей задачей достижение каких-то необычайных скоростей, а стремился получить от станка старой конструкции максимальную скорость, на которую он способен. Он всегда помнил сказанные ему секретарем заводской партийной организации слова: «Один, два, три рекордсмена-скоростника, десять таких рекордсменов — гордость нашей страны, но одни они не внесут решающего сдвига в дело досрочного выполнения послевоенной сталинской пятилетки. А если мы повысим скорость резания, скажем, до 250—300 метров и эти скорости станут достоянием многих тысяч токарей, то это будет немалой победой для всей нашей промышленности!» Скоро средняя скорость резания в боигаде повысилась по сравнению с прежней почти в 10 раз. Значительно подняв производительность труда, бригада Денисова досрочно выполнила план послевоенной сталинской пятилетки к июню 1948 года, за что ей вручена была Почетная грамота Удмуртского обкома ВЛКСМ и имя комсомольца Романа Денисова было внесено в Книгу почета ЦК ВЛКСМ. В начале нового, 1949 года трое друзей — Курганов, Назаренко и Варламов —на квартире у Денисова вели следующий разговор. — Все, что мы сделали, товарищи, этого недостаточно. Есть еще один путь увеличения съема продукции со станка,—говорил Денисов.— Мы достигли предела скоростей, на которых можно работать на наших станках, и успокоились. А между тем есть еще много неиспользованных резервов, которые нужно реализовать. — Подскажи, какие, — попросил Курганов. — Мы должны сократить количество переходов и операций в процессе изготовления деталей. — Но ведь это устанавливается не нами. — Вот в том-то и дело, что не нами! А нам виднее: мы ближе к детали. Возьмем, к примеру, винт диаметром в 24 миллиметра и длиной в I 300 миллиметров... Как мы обрабатываем эту деталь? — Известно, как, — перебил Денисова Курганов: — сначала зацентровка обоих концов, потом правка, потом предварительная обточка детали, чистовая обточка, нарезка резьбы, калибровка плашкой... — А я предлагаю вот какую последовательность операций,—прервал Денисов: — зацентровка, и проточка шейки под люнет, чистовая обточка в люнете, нарезание резьбы, и все! На другой день был проведен опыт обработки детали по-новому. Хронометраж показал, что время, шотребное на обработку, сократилось в 12 раз! Вслед за предложением Денисова были осуществлены другие предложения Курганова и Назаренко. Заводская газета «Сталинская вахта» писала: «Токарь бригады Денисова Назаренко работает со скоростью 175— 210 метров в минуту при обточке вала. Им же рационализирована обработка шпинделя с сокращением цикла обработки». Что же касается Миши Курганова, то он сократил процесс обработки детали, носящей название «М24 X 3», вдвое. Нарезка винта длиною в 1232 мм стала вскоре производиться в три прохода вместо многочисленных, имевших ранее место операций. Большой эффект и сокращение труда принесла сконструированная Денисовым «вилка», представляющая собою комбинированный, сдвоенный резец. Денисов объединил на одной державке два резца — прорезной и калибровочный. Ранее сложная трапецеидальная резьба винта домкрата производилась обоими этими резцами за две операции. Резец «вилка» позволил объединить две сложные операции: прорезание канавки для резьбы прорезным резцом и развалку резьбы калибровочным в одну операцию. В итоге рационализаторской работы Денисов сильно сократил как машинное время, затрачиваемое на снятие стружки, так и вспомогательное время. «Денисовцев»— так стали называть токарей-скоростников и на других предприятиях Удмуртской АССР — теперь в Удмуртии много. Почти ежедневно к Денисову поступают десятки писем, и поток их еще увеличился после его первой лекции о новых методах работы. В этой лекции Денисов подробно рассказывал о своих первых опытах повышения скорости резания резцами старой геометрии, о введении им резцов новой геометрии, наконец, о своих изысканиях более рациональной технологии. Он рассказывал о том, как сам он изготовлял резьбовые резцы из изношенных подрезных резцов, о том, как бережет свой инструмент. — Несомненно, — говорит Денисов, —что резцы, оснащенные пластинками твердого сплава и имеющие отрицательный передний угол, — высокопроизводительный режущий инструмент. Но в отдельных случаях, как, например, при обработке мягких сталей при малой жесткости детали или при недостаточно мощном и высокосортном станке, целесообразно применять резец с пластинкой из твердого сплава с положительным передним углом. Кроме того, при чистовой обработке я применяю резец с пластинкой твердого сплава марки «Т15К6» с положительным передним углом, на котором делаю небольшую фаску и канавку. Фаска увеличивает прочность резца, а канавка способствует образованию вьющейся стружки, а не лентообразной, создающей большие неудобства в работе. При работе на больших скоростях вьющаяся стружка не наматывается на обрабатываемую деталь и не портит ее. В процессе работы я изредка останавливаю станок и подправляю инструмент небольшим мелкозернистым карборундовым оселком. Заканчивая свою лекцию, Денисов сказал: — В результате применения резцов новой геометрии (с использованием старых там, где они попрежнему выгодны) и борьбы за сокращение производственных циклов мы выполнили на 1 апреля 1949 года шесть годовых норм! Отдельные члены нашей бригады — Назаренко, Курганов и Варламов — дали по семь-восемь годовых норм. Сам я дал обязательство к XXXU годовщине Октября выполнить десятую норму—норму 1954 года. Ценность начинаний Денисова заключается в том, что эти начинания подхвачены десятками токарей предприятий Удмуртии. Сравнительно недавно республиканская газета «Удмуртская правда» писала: «В настоящее время средняя скорость металлорежущих станков составляет 25—45 метров в минуту. Вполне реально повысить ее до 100—150 метров в 16 |








