Техника - молодёжи 1969-04, страница 12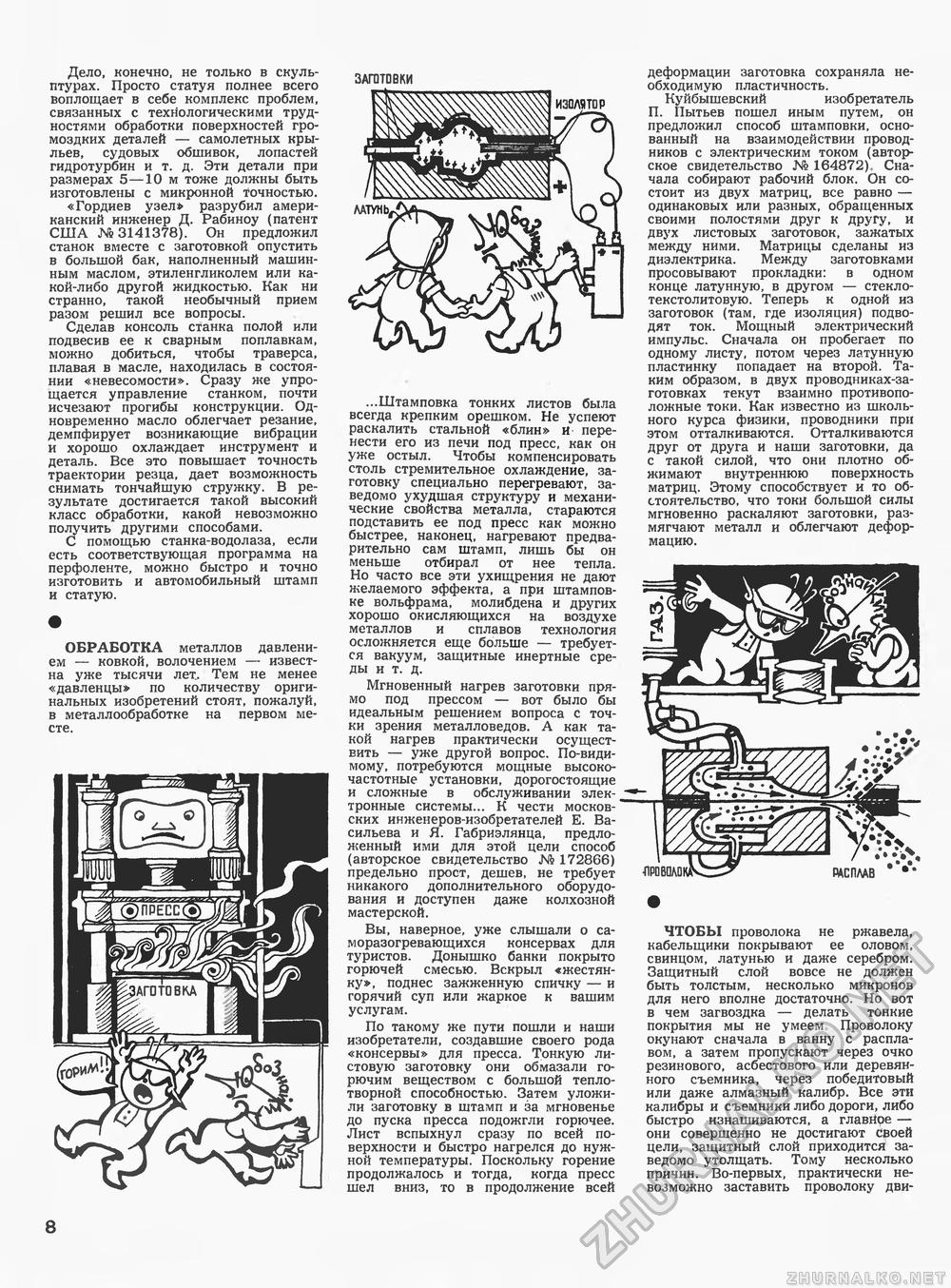
Дело, конечно, не только в скульптурах. Просто статуя полнее всего воплощает в себе комплекс проблем, связанных с технологическими трудностями обработки поверхностей громоздких деталей — самолетных крыльев, судовых обшивок, лопастей гидротурбин и т. д. Эти детали при размерах 5—10 м тоже должны быть изготовлены с микронной точностью. «Гордиев узел» разрубил американский инженер Д. Рабиноу (патент США №3141378). Он предложил станок вместе с заготовкой опустить в большой бак, наполненный машинным маслом, этиленгликолем или ка-кой-либо другой жидкостью. Как ни странно, такой необычный прием разом решил все вопросы. Сделав консоль станка полой или подвесив ее к сварным поплавкам, можно добиться, чтобы траверса, плавая в масле, находилась в состоянии «невесомости». Сразу же упрощается управление станком, почти исчезают прогибы конструкции. Одновременно масло облегчает резание, демпфирует возникающие вибрации и хорошо охлаждает инструмент и деталь. Все это повышает точность траектории резца, дает возможность снимать тончайшую стружку. В результате достигается такой высокий класс обработки, какой невозможно получить другими способами. С помощью станка-водолаза, если есть соответствующая программа на перфоленте, можно быстро и точно изготовить и автомобильный штамп и статую. ОБРАБОТКА металлов давлением — ковкой, волочением — известна уже тысячи лет.. Тем не менее «давленцы» по количеству оригинальных изобретений стоят, пожалуй, в металлообработке на первом месте. ЗАГОТОВКИ ИЗОЛЯТОР ...Штамповка тонких листов была всегда крепким орешком. Не успеют раскалить стальной «блин» и перенести его из печи под пресс, как он уже остыл. Чтобы компенсировать столь стремительное охлаждение, заготовку специально перегревают, заведомо ухудшая структуру и механические свойства металла, стараются подставить ее под пресс как можно быстрее, наконец, нагревают предварительно сам штамп, лишь бы он меньше отбирал от нее тепла. Но часто все эти ухищрения не дают желаемого эффекта, а при штамповке вольфрама, молибдена и других хорошо окисляющихся на воздухе металлов и сплавов технология осложняется еще больше — требуется вакуум, защитные инертные среды и т. д. Мгновенный нагрев заготовки прямо под прессом — вот было бы идеальным решением вопроса с точки зрения металловедов. А как такой нагрев практически осуществить — уже другой вопрос. По-видимому, потребуются мощные высокочастотные установки, дорогостоящие и сложные в обслуживании элек-, тронные системы... К чести москов-' ских инженеров-изобретателей Е. Васильева и Я. Габриэлянца, предложенный ими для этой цели способ (авторское свидетельство № 172866) предельно прост, дешев, не требует никакого дополнительного оборудования и доступен даже колхозной мастерской. Вы, наверное, уже слышали о саморазогревающихся консервах для туристов. Донышко банки покрыто горючей смесью. Вскрыл «жестянку», поднес зажженную спичку — и горячий суп или жаркое к вашим услугам. По такому же пути пошли и наши изобретатели, создавшие своего рода «консервы» для пресса. Тонкую листовую заготовку они обмазали горючим веществом с большой теплотворной способностью. Затем уложили заготовку в штамп и за мгновенье до пуска пресса подожгли горючее. Лист вспыхнул сразу по всей поверхности и быстро нагрелся до нужной температуры. Поскольку горение продолжалось и тогда, когда пресс шел вниз, то в продолжение всей деформации заготовка сохраняла необходимую пластичность. Куйбышевский изобретатель П. Пытьев пошел иным путем, он предложил способ штамповки, основанный на взаимодействии проводников с электрическим током (авторское свидетельство № 164872) Сначала собирают рабочий блок. Он состоит из двух матриц, все равно — одинаковых или разных, обращенных своими полостями друг к другу, и двух листовых заготовок, зажатых между ними. Матрицы сделаны из диэлектрика. Между заготовками просовывают прокладки: в одном конце латунную, в другом — стекло-текстолитовую. Теперь к одной из заготовок (там, где изоляция) подводят ток. Мощный электрический импульс. Сначала он пробегает по одному листу, потом через латунную пластинку попадает на второй. Таким образом, в двух проводниках-заготовках текут взаимно противоположные токи. Как известно из школьного курса физики, проводники при этом отталкиваются. Отталкиваются друг от друга и наши заготовки, да с такой силой, что они плотно обжимают внутреннюю поверхность матриц. Этому способствует и то обстоятельство, что токи большой силы мгновенно раскаляют заготовки, размягчают металл и облегчают деформацию. •ПР0ВШ1 РАСПЛАВ ЧТОБЫ проволока не ржавела, кабельщики покрывают ее оловом, свинцом, латунью и даже серебром. Защитный слой вовсе не должен быть толстым, несколько микронов для него вполне достаточно. Но вот в чем загвоздка — делать тонкие покрытия мы не умеем Проволоку окунают сначала в ванну с расплавом, а затем пропускают через очко резинового, асбестового или деревянного съемника, через победитовый или даже алмазный калибр. Все эти калибры и съемники либо дороги, либо быстро изнашиваются, а главйое — они совершенно не достигают Своей цели, защитный слой приходится заведомо утолщать. Тому несколько причин. Во-первых, практически невозможно заставить проволоку дви 8 |








