Техника - молодёжи 1970-06, страница 7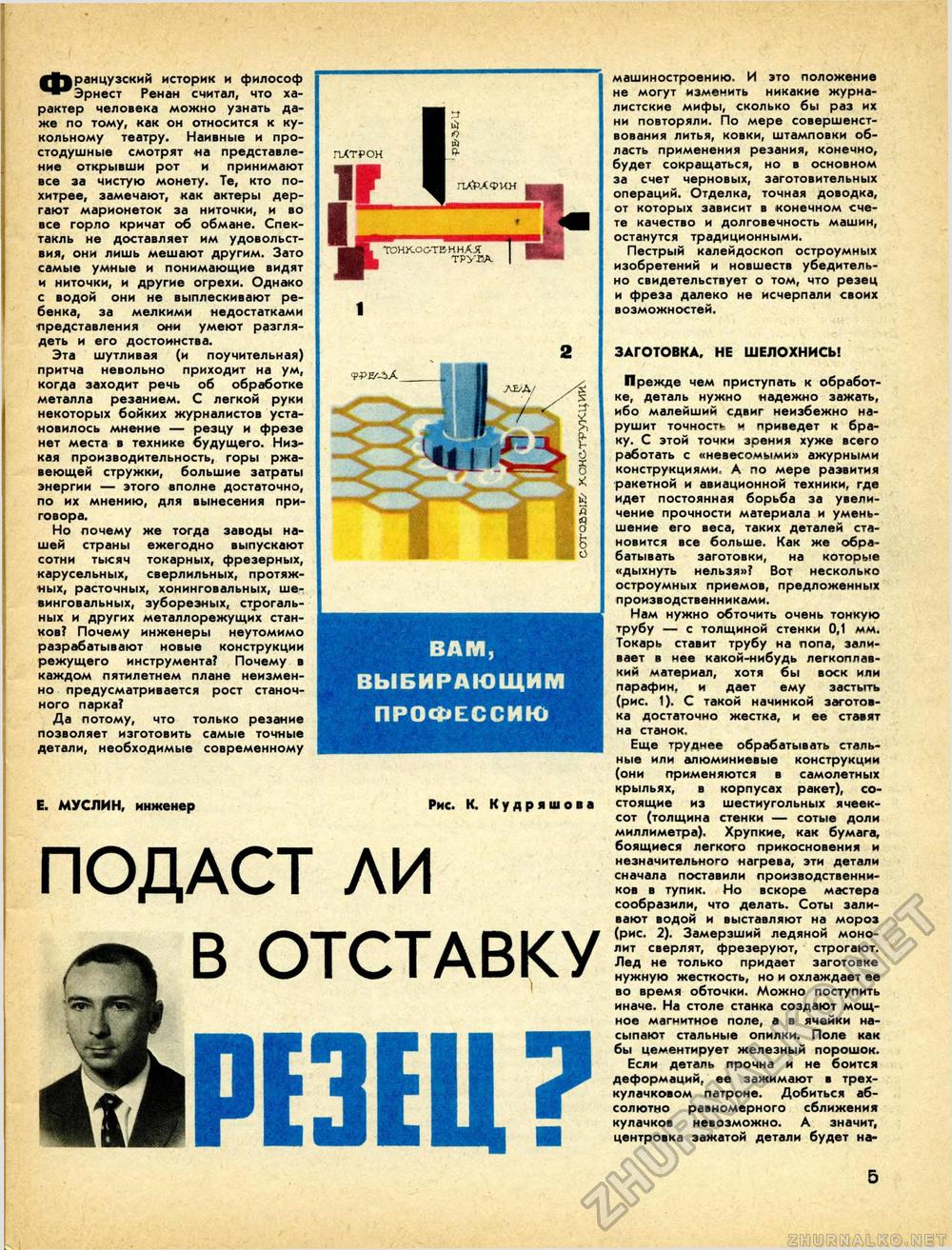
Французский историк и философ Эрнест Ренан считал, что характер человека можно узнать даже по тому, как он относится к кукольному театру. Наивные и простодушные смотрят «а представление открывши рот и принимают все за чистую монету. Те, кто похитрее, замечают, как актеры дергают марионеток за ниточки, и во все горло кричат об обмане. Спектакль не доставляет им удовольствия, они лишь мешают другим. Зато самые умные и понимающие видят и ниточки, и другие огрехи. Однако с водой они не выплескивают ребенка, за мелкими недостатками представления они умеют разглядеть и его достоинства. Эта шутливая (и поучительная) притча невольно приходит на ум, когда заходит речь об обработке металла резанием. С легкой руки некоторых бойких журналистов установилось мнение — резцу и фрезе нет места в технике будущего. Низкая производительность, горы ржавеющей стружки, большие затраты энергии — этого вполне достаточно, по их мнению, для вынесения приговора. Но почему же тогда заводы нашей страны ежегодно выпускают сотни тысяч токарных, фрезерных, карусельных, сверлильных, протяжных, расточных, хонинговальных, ше-винговальных, зуборезных, строгальных и других металлорежущих станков? Почему инженеры неутомимо разрабатывают новые конструкции режущего инструмента? Почему в каждом пятилетнем плане неизменно предусматривается рост станочного парка? Да потому, что только резание позволяет изготовить самые точные детали, необходимые современному Е. МУСЛИН, инженер й 5 § ё о ВАМ, ВЫБИРАЮЩИМ ПРОФЕССИЮ Рис. К. Кудряшова машиностроению. И это положение не могут изменить никакие журналистские мифы, сколько бы раз их ни повторяли. По мере совершенствования литья, ковки, штамповки область применения резания, конечно, будет сокращаться, но в основном за счет черновых, заготовительных операций. Отделка, точная доводка, от которых зависит в конечном счете качество и долговечность машин, останутся традиционными. Пестрый калейдоскоп остроумных изобретений и новшеств убедительно свидетельствует о том, что резец и фреза далеко не исчерпали своих возможностей. ЗАГОТОВКА. НЕ ШЕЛОХНИСЬ! Прежде чем приступать к обработке, деталь нужно надежно зажать, ибо малейший сдвиг неизбежно нарушит точности и приведет к браку. С этой точки зрения хуже всего работать с «невесомыми» ажурными конструкциями, А по мере развития ракетной и авиационной техники, где идет постоянная борьба за увеличение прочности материала и уменьшение его веса, таких деталей становится все больше. Как же обрабатывать заготовки, на которые «дыхнуть нельзя»? Вот несколько остроумных приемов, предложенных производственниками. Нам нужно обточить очень тонкую трубу — с толщиной стенки 0,1 мм. Токарь ставит трубу на попа, заливает в нее какой-нибудь легкоплавкий материал, хотя бы воск или парафин, и дает ему застыть (рис. 1). С такой начинкой заготовка достаточно жестка, и ее ставят на станок. Еще труднее обрабатывать стальные или алюминиевые конструкции (они применяются в самолетных крыльях, в корпусах ракет), состоящие из шестиугольных ячеек-сот (толщина стенки — сотые доли миллиметра). Хрупкие, как бумага, боящиеся легкого прикосновения и незначительного нагрева, эти детали сначала поставили производственников в тупик. Но вскоре мастера сообразили, что делать. Соты заливают водой и выставляют на мороз (рис. 2). Замерзший ледяной монолит сверлят, фрезеруют, строгают. Лед не только придает заготовке нужную жесткость, но и охлаждает ее во время обточки. Можно поступить иначе. На столе станка создают мощное магнитное поле, а в ячейки насыпают стальные опилки. Поле как бы цементирует железный порошок. Если деталь прочна и не боится деформаций, ее зажимают в трех-кулачковом патроне. Добиться абсолютно равномерного сближения кулачков невозможно. А значит, центровка зажатой детали будет на- ПОДАСТ ЛИ В ОТСТАВКУ РЕЗЕЦ 75 |








