Юный техник - для умелых рук 1987-06, страница 4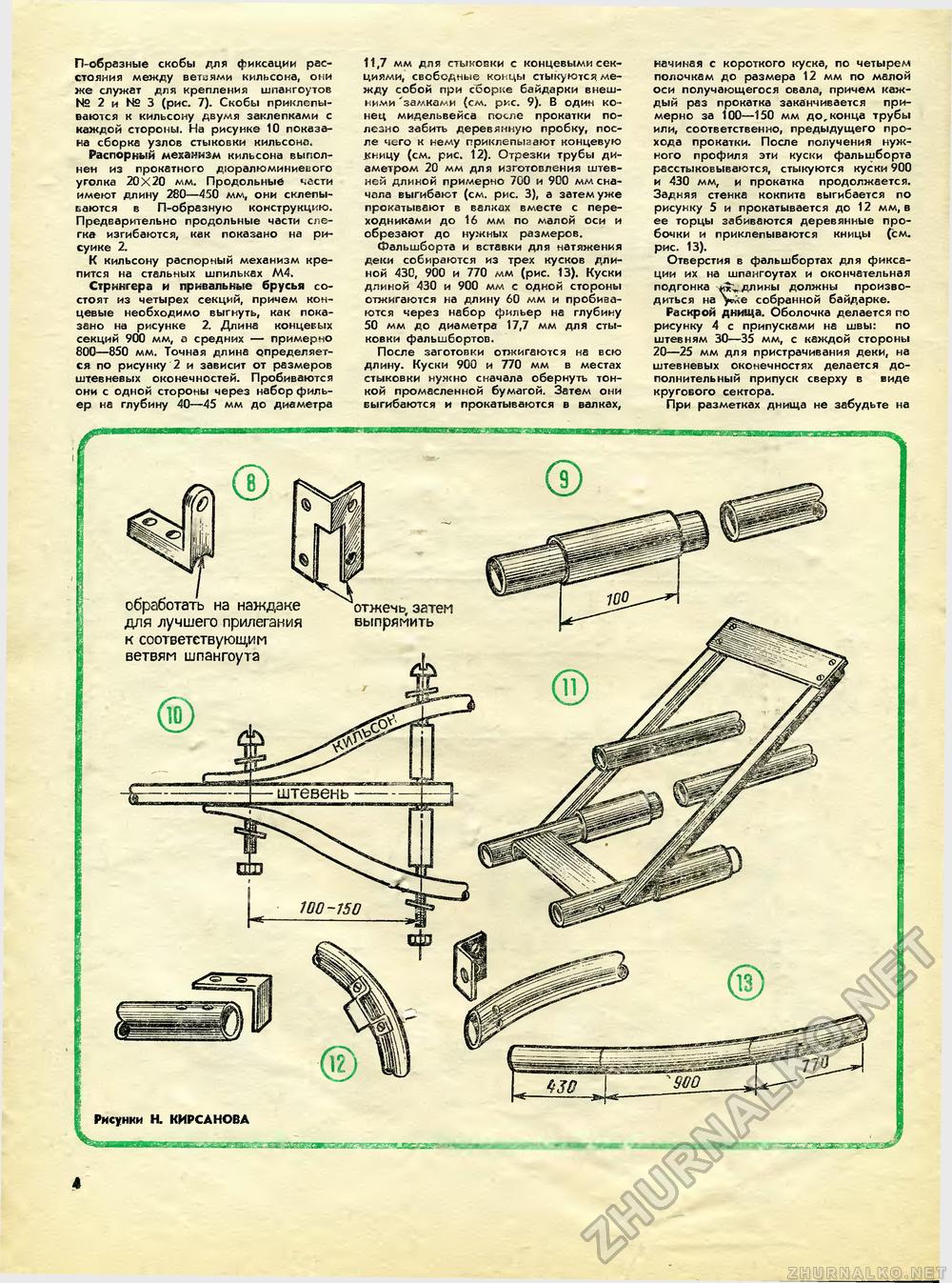
П-образные скобы для фиксации расстояния между ветаями кильсона, они же служат для крепления шпангоутов № 2 и № 3 (рис. 7). Скобы приклепываются к кильсону двумя заклепками с каждой стороны. На рисунке 10 показана сборка узлов стыковки кильсона, Распорный механизм кильсона выполнен из прокатного дюралюминиевого уголка 20 X 20 мм. Продольный '.гсти имеют длину 280—450 мм, они склепываются в П-обрезную конструкцию. Предварительно продольные части слегка изгибаются, как показано на рисунке 2. К кильсону распорный механизм крепится на стельных шпильках М4. Стрингера и привальные брусья состоят нз четырех секций, причем концевые необходимо выгнуть, как показано на рисунке 2. Длине концевых секций 900 мм, а средних — примерно 800—850 мм. Точная длин® определяется по рисунку 2 и зависит от размеров штевневых оконечностей. Пробиваются они с одной стороны через набор фильер не глубину 40—45 мм до диаметра 11,7 мм для стыковки с концевыми секциями, свободные концы стыкуются, между собой при сборке байдарки внешними 'замками (см. ряс. 9). В один конец мидельвейса после прокатки полезно забить деревянную пробку, посте чего к нему приклепывают концевую .кницу (см. рис. 12). Отрезки трубы диаметром 20 мм для изготовления штевней длиной примерно 700 и 900 мм сна-чела выгибают (см. рис. 3), а затем уже прокатывают в велках вместе с переходниками до 16 мм по малой оси и обрезают до нужных размеров. ©альшборта и вставки для натяжения деки собираются из трех кусков длиной 430, 900 и 770 мм (рис. 13). Куски длиной 430 и 900 мм с одной стороны отжигаются на длину 60 мм и пробиваются через небор фильер не глубину 50 мм до диаметра 17,7 мм для стыковки фальшбортов. После заготовки отжигаются не всю длину. Куски 900 и 770 мм в местах стыковки нужно сначала обернуть тонкой промасленной бумагой. Зетем они выгибаются и прокатываются в валках, начиная с короткого куска, по четырем полочкам до размера 12 мм по малой оси получающегося овала, причем каждый рез прокатка заканчивается примерно за 100—150 мм до, конца трубы или, соответственно, предыдущего прохода прокатки. После получения нужного профиля эти куски фальшборта расстыковываются, стыкуются куски 900 и 430 мм, и прокатка продолжается. Задняя стенке кокпите выгибается по рисунку 5 и прокатывается до 12 мм, в ее торцы забиваются деревянные про-бочки и приклепываются кницы (tm. рис. 13). Отверстия в фальшбортах для фиксации их на шпангоутах и окончетельная подгонка «„длины должны производиться на уЛе собранной байдарке. Раскрой днища. Оболочка делается по рисунку 4 с припусками не швы: по штевням 30—35 мм, с кеждой стороны 20—25 мм для пристрачивания деки, на штевневых оконечностях делается дополнительный припуск сверху в виде кругового сектора. При разметках днища не забудьте на 4 |








