Техника - молодёжи 1955-08, страница 14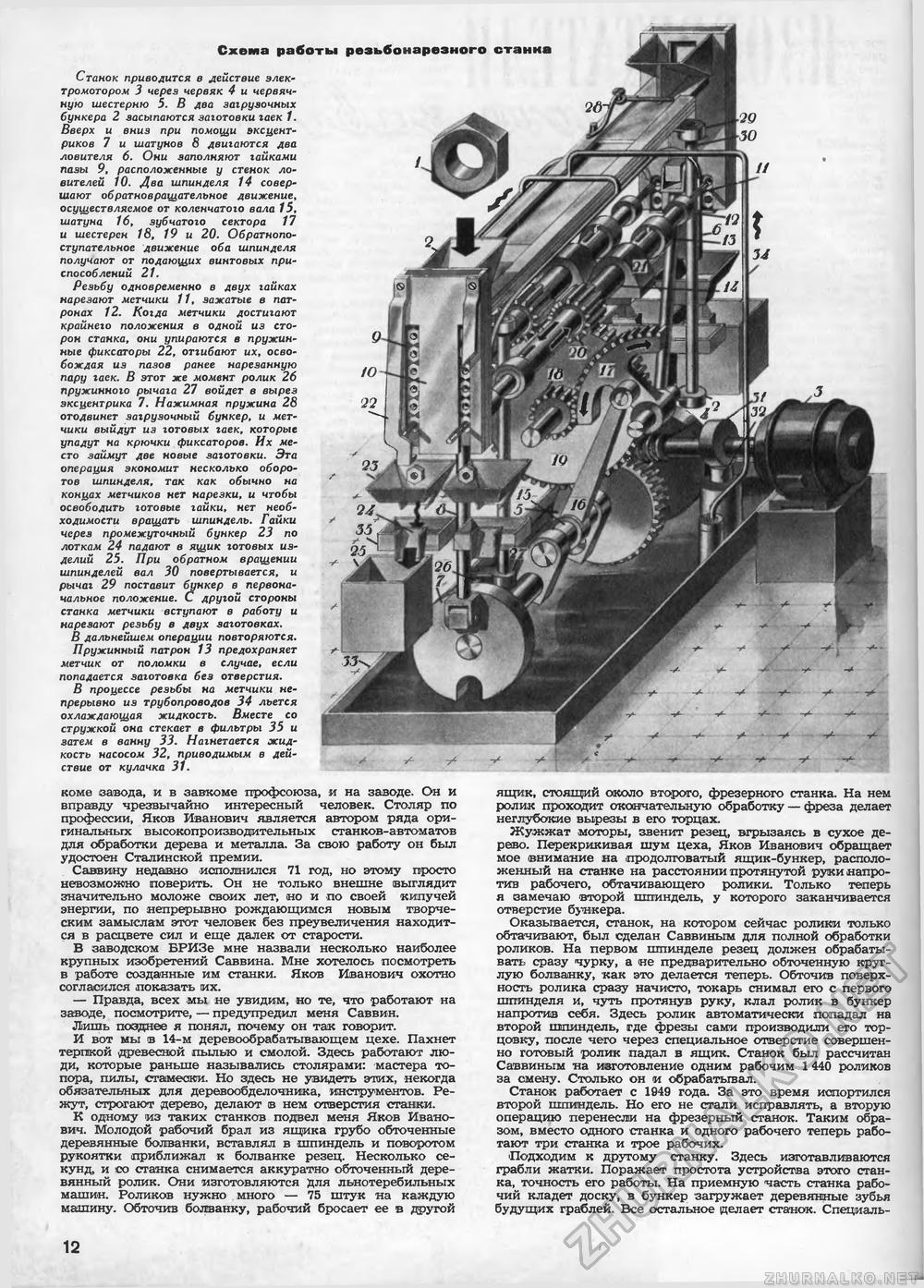
Схема работы резьбонарезного станка Станок приводится в действие электромотором 3 через червяк 4 и червячную шестерню 5. В два загрузочных бункера 2 засыпаются заготовки гаек 1. Вверх и вниз при помощи эксцентриков 7 и шатунов 8 двигаются два ловителя 6. Они заполняют гайками пазы 9, расположенные у стенок ловителей 10. Два шпинделя 14 совершают об ратное ращательное движение, осуществляемое от коленчатого вала 15, шатуна 16, зубчатого сектора 17 и шестерен 18, 19 и 20. Обратнопо-ступательное движение оба шпинделя получают от подающих винтовых приспособлений 21. Резьбу одновременно в двух гайках нарезают метчики 11, зажатые в патронах 12. Когда метчики достигают крайнего положения в одной из сторон станка, они упираются в пружинные фиксаторы 22, отгибают их, освобождая из пазов ранее нарезанную пару гаек. В этот же момент ролик 26 пружинного рычага 27 войдет в вырез эксцентрика 7. Нажимная пружина 28 отодвинет загрузочный бункер, и метчики выйдут из готовых гаек, которые упадут на крючки фиксаторов. Их место займут две новые заготовки. Эта операция экономит несколько оборотов шпинделя, так как обычно на концах метчиков нет нарезки, и чтобы освободить готовые гайки, нет необходимости вращать шпиндель. Гайки через промежуточный бункер 23 по лоткам 24 падают в ящик готовых изделий 25. При обратном вращении шпинделей вал 30 повертывается, и рычаг 29 поставит бункер в первоначальное положение. С другой стороны станка метчики вступают в работу и нарезают резьбу в двух заготовках. В дальнейшем операции повторяются. Пружинный патрон 13 предохраняет метчик от поломки в случае, если попадается заготовка без отверстия. В процессе резьбы на метчики непрерывно из трубопроводов 34 льется охлаждающая жидкость. Вместе со стружкой она стекает в фильтры 35 и затем в ванну 33. Нагнетается жидкость насосом 32, приводимым в действие от кулачка 31. коме завода, и в завкоме профсоюза, и на заводе. Он и вправду чрезвычайно интересный человек. Столяр по профессии, Яков Иванович является автором ряда оригинальных высокопроизводительных станков-автоматов для обработки дерева и металла. За свою работу он был удостоен Сталинской премии. Саввину недавно исполнился 71 год, но этому просто невозможно поверить. Он не только внешне выглядит значительно моложе своих лет, но и по своей кипучей энергии, по непрерывно рождающимся новым творческим замыслам этот человек без преувеличения находится в расцвете сил и еще далек от старости. В заводском БРИЗе мне назвали несколько наиболее крупных изобретений Саввина. Мне хотелось посмотреть в работе созданные им станки. Яков Иванович охотно согласился показать их. — Правда, всех мы не увидим, но те, что работают на заводе, посмотрите, — предупредил меня Саввин. Лишь позднее я понял, почему он так говорит. И вот мы в 14-м деревообрабатывающем цехе. Пахнет терпкой древесной пылью и смолой. Здесь работают люди, которые раньше назывались столярами: мастера топора, пилы, стамески. Но здесь не увидеть этих, некогда обязательных для деревообделочника, инструментов. Режут, строгают дерево, делают в нем отверстия станки. К одному из таких станков подвел меня Яков Иванович. Молодой рабочий брал из ящика грубо обточенные деревянные болванки, вставлял в шпиндель и поворотом рукоятки приближал к болванке резец. Несколько секунд, и со станка снимается аккуратно обточенный деревянный ролик. Они изготовляются для льнотеребильных машин. Роликов нужно много — 75 штук на каждую машину. Обточив болванку, рабочий бросает ее в другой ящик, стоящий около второго, фрезерного станка. На нем ролик проходит окончательную обработку — фреза делает неглубокие вырезы в его торцах. Жужжат моторы, звенит резец, вгрызаясь в сухое дерево. Перекрикивая шум цеха, Яков Иванович обращает мое внимание на продолговатый ящик-бункер, расположенный на станке на расстоянии протянутой руки напротив рабочего, обтачивающего ролики. Только теперь я замечаю второй шпиндель, у которого заканчивается отверстие бункера. Оказывается, станок, на котором сейчас ролики только обтачивают, был сделан Саввиным для полной обработки роликов. На первом шпинделе резец должен обрабатывать сразу чурку, а не предварительно обточенную круглую болванку, как это делается теперь. Обточив поверхность ролика сразу начисто, токарь снимал его с первого шпинделя и, чуть протянув руку, клал ролик в бункер напротив себя. Здесь ролик автоматически попадал на второй шпиндель, где фрезы сами производили его торцовку, после чего через специальное отверстие совершенно готовый ролик падал в ящик. Станок был рассчитан Саввиным на изготовление одним рабочим 1 440 роликов за смену. Столько он и обрабатывал. Станок работает с 1949 года. За это время испортился второй шпиндель. Но его не стали исправлять, а вторую операцию перенесли на фрезерный станок. Таким образом, вместо одного станка и одного рабочего теперь работают три станка и трое рабочих. Подходим к другому станку. Здесь изготавливаются грабли жатки. Поражает простота устройства этого станка, точность его работы. На приемную часть станка рабочий кладет доску, в бункер загружает деревянные зубья будущих граблей. Все остальное делает станок. Специаль 12I |








