Техника - молодёжи 1962-08, страница 5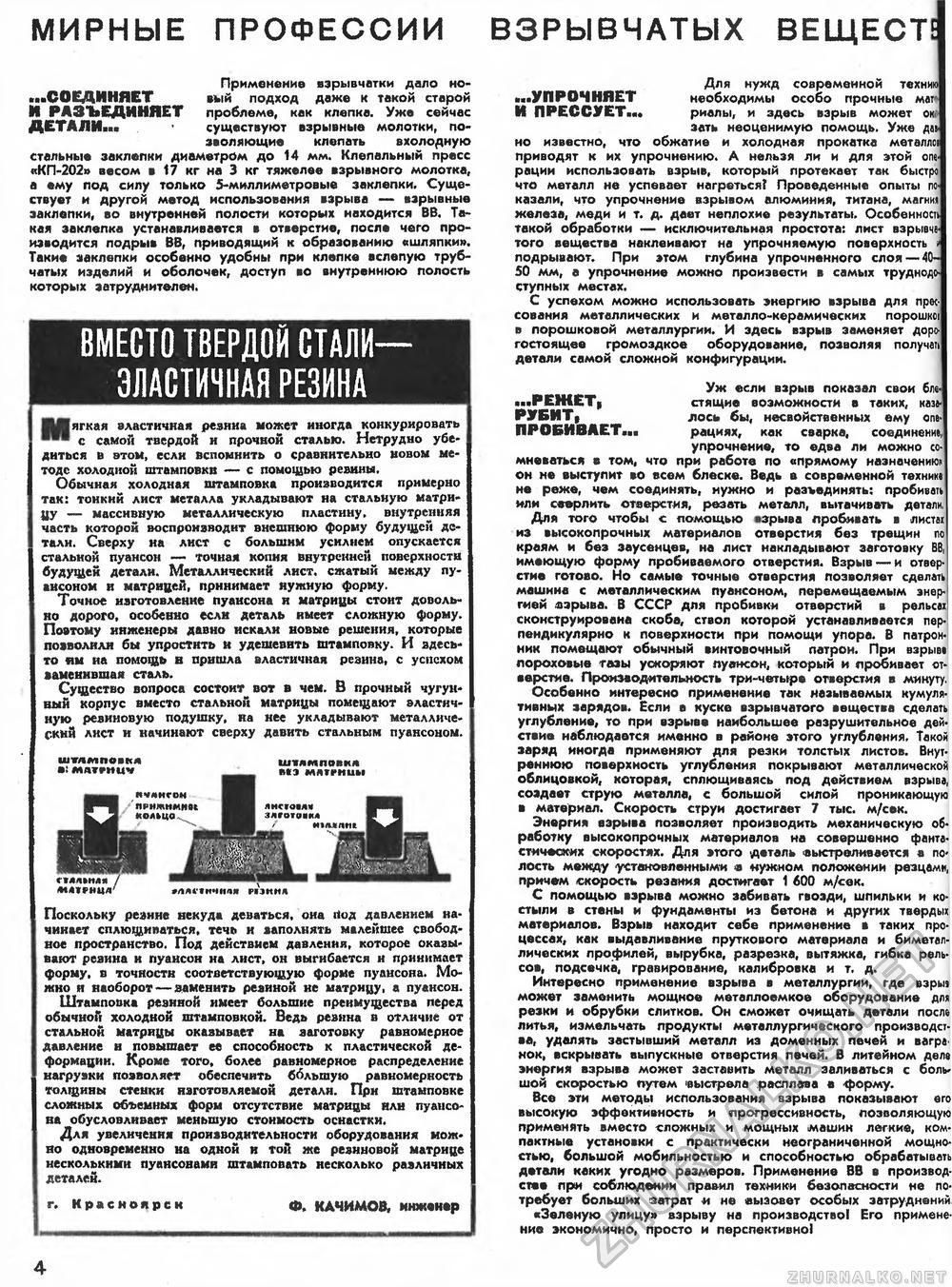
МИРНЫЕ ПРОФЕССИИ ВЗРЫВЧАТЫХ ВЕЩЕСТ9 Применение взрывчатки дало но-«•«СОЕДИНЯЕТ вый подход даже к такой старой М РАЗЪЕДИНЯЕТ проблеме, как клепка. Уже сейчас ДЕТАЛИ .«• существуют взрывные молотки, по зволяющие клепать вхолодную стальные заклепки диаметром до 14 мм. Клепальный пресс «КП-202» весом в 17 кг на 3 кг тяжелее взрывного молотка, а ему под силу только 5-миллиметровые заклепки. Существует и другой метод использования взрыва — взрывные заклепки, во внутренней полости которых находится ВВ. Такая заклепка устанавливается в отверстие, после чего производится подрыв ВВГ приводящий к образованию «шляпки». Такие заклепки особенно удобны при клепке вслепую трубчатых изделий и оболочек, доступ во внутреннюю полость которых затруднителен. ВМЕСТО ТВЕРДОЙ СТАЛИ— ЭЛАСТИЧНАЯ РЕЗИНА Мягкая эластичная резина может иногда конкурировать с самой твердой и прочной сталью. Нетрудно убедиться в этом, если вспомнить о сравнительно новом методе холодной штамповки — с помощью ревияы. Обычная холодная штамповка производится примерно так: тонкий лист металла укладывают на стальную матрицу — массивную металлическую пластину» внутренняя часть которой воспроизводит внешнюю форму будущей детали. Сверху на лист с большим усилием опускается стальной пуансон — точная копня внутренней поверхности будущей детали. Металлический лист, сжатый между пуансоном и матрицей, принимает нужную форму. Точное изготовление пуансона и матрицы стоит довольно дорого, особенно если деталь имеет сложную форму. Поэтому инженеры давно искали новые решения, которые позволили бы упростить и удешевить штамповку. И здесь-то ям на помощь в пришла эластичная резина, с успехом заменившая сталь. Существо вопроса состоит вот s чем. В прочный чугун* вый корпус вместо стальной матрицы помещают эластичную резиновую подушку, на нее укладывают металлический лист и начинают сверху давить стальным пуансоном. Для нужд современной технию ««■УПРОЧНЯЕТ необходимы особо прочные мат* И ПРЕССУЕТ»** риалы, и здесь взрыв может ок. зать неоценимую помощь. Уже да* но известно, что обжатие и холодная прокатка металлов приводят к их упрочнению. А нельзя ли и для этой операции использовать взрыв, который протекает так быстро что металл не успевает нагреться? Проведенные опыты по* казали, что упрочнение взрывом алюминия, титана, магния железа, меди и т. д. дает неплохие результаты. Особенность такой обработки — исключительная простота: лист взрывч* того вещества наклеивают на упрочняемую поверхность » подрывают. При этом глубина упрочненного слоя — 40-50 мм, а упрочнение можно произвести в самых трудного» ступных местах. С успехом можно использовать энергию взрыва для прессования металлических и металло-керамических порошке! в порошковой металлургии. И здесь взрыв заменяет дорогостоящее громоздкое оборудование, позволяя получал детали самой сложной конфигурации. Уж если взрыв показал свои бяе-..«РЕЖЕТ* стящие возможности в таких, казь УБИТ, лось бы, несвойственных ему опе> ПРОБИВАЕТ... рациях, как сварка, соединение упрочнение, то едва ли можно сомневаться а том, что при работе по «прямому назначению» он не выступит во всем блеске. Ведь а современной технике не реже, чем соединять, нужно и разъединять; пробивать или сверлить отверстия, резать металл, вытачивать детали, Для того чтобы с помощью взрыва пробивать в листе* из высокопрочных материалов отверстия без трещин по краям и без заусенцев, на лист накладывают заготовку ВВ, имеющую форму пробиваемого отверстия* Взрыв —и отвер-стие готово. Но самые точные отверстия позволяет сделать машина с металлическим пуансоном, перемещаемым энергией аэрыва. В СССР для пробивки отверстий в рельсах сконструирована скоба, ствол которой устанавливается перпендикулярно к поверхности при помощи упора. В патронник помещают обычный винтовочный патрон. При взрыв! пороховые тазы ускоряют пуансон, который и пробивает отверстие. Производительность три-четыре отверстия в минуту. Особенно интересно применение так называемых кумулятивных зарядов. Если а куске взрывчатого вещества сделать углубление, то при взрыве наибольшее разрушительное действие наблюдается именно в районе зтого углубления. Такой заряд иногда применяют для резки толстых листов. Внутреннюю поверхность углубления покрывают металлической облицовкой, которая, сплющиваясь под действием взрыва, создает струю металла, с большой силой проникающую а материал. Скорость струи достигает 7 тыс. м/сек. Энергия взрыва позволяет производить механическую об* работку высокопрочных материалов на совершенно фанта-стическмх скоростях. Для зтого деталь «выстреливается а по* лость между установленными а нужном положении резцами, причем скорость резания достигает 1 600 м/сек. С помощью взрыва можно забивать гвозди, шпильки и костыли в стены и фундаменты из бетона и других твердых материалов. Взрыв находит себе применение • таких процессах, как выдавливание пруткового материала и биметаллических профилей, вырубка, разрезка, вытяжка, гибка рельсов, подсечка, гравирование, калибровка и т. д. Интересно применение взрыва в металлургии, где взрьи может заменить мощное металлоемкое оборудование для резки и обрубки слитков. Он сможет очищать детали после литья, измельчать продукты металлургического производства, удалять застывший металл иэ доменных печей и вагра нок, вскрывать выпускные отверстия печей. В литейном дело энергия взрыва может заставить металл заливаться с боль* шой скоростью путем 'выстрела расплава а форму. Все эти методы использования взрыва показывают его высокую эффективность и прогрессивность, позволяющую применять вместо сложных и мощных машин легкие, компактные установки с практически неограниченной мощно» стью, большой мобильностью и способностью обрабатывать детали каких угодно размеров. Применение ВВ в производстве при соблюдении правил техники безопасности не потребует больших затрат <и не вызовет особых затруднений «Зеленую улицу» взрыву на производство! Его применение экономично, просто и перспективно! Поскольку резина некуда деваться, она йод давлением начинает сплющиваться, течь и заполнять малейшее свободное пространство. Под действием давления, которое оказывают резина и пуансон на лист, он выгибается и принимает форму, в точности соответствующую форме пуансона. Можно и наоборот — заменить резиной не матрицу, а пуансон. Штамповка резиной имеет большие преимущества перед обычной холодной штамповкой. Ведь резина в отличие от стальной матрицы оказывает на заготовку равномерное давление и повышает ее способность к пластической деформации. Кроме того» более равномерное распределение натруэки позволяет обеспечить большую равномерность толщины стенки изготовляемой детали. При штамповке сложных объемных форм отсутствие матрицы или пуансона обусловливает меньшую стоимость оснастки. Для увеличения производительности оборудования мож* ао одновременно на одной и той же резиновой матрице несколькими пуансонами штамповать несколько различных деталей. г. Красноярск ф, КАЧИМОВ, инженер 4 |








