Юный техник 1966-03, страница 36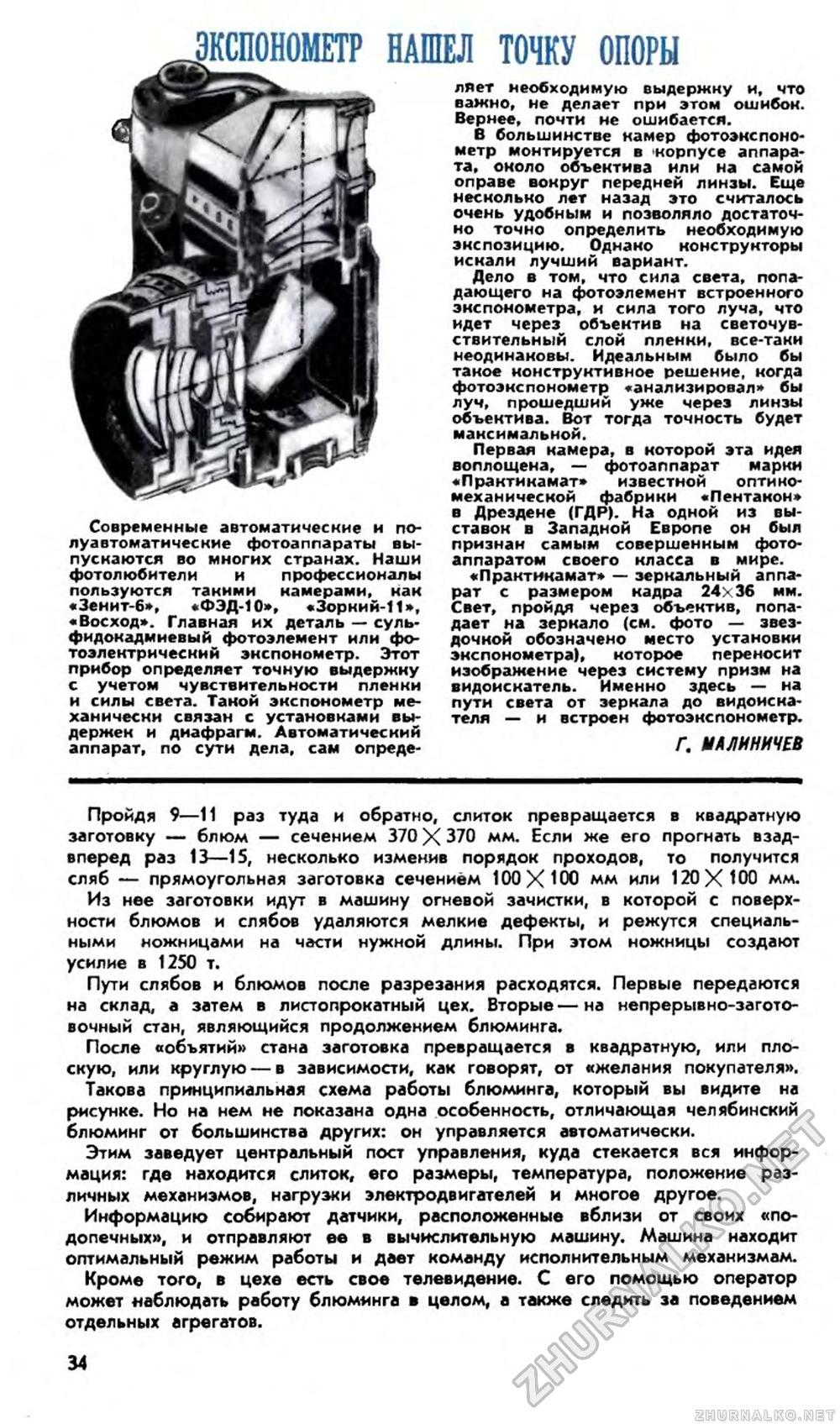
!ЕЛ ТОЧКУ ОПОРЫ ляет необходимую выдержку и, что важно, не делает при этом ошибок. Вернее, почти не ошибается. В большинстве камер фотоэкспонометр монтируется в корпусе аппарата, около объектива или на самой оправе вокруг передней линзы. Еще несколько лет назад это считалось очень удобным и позволяло достаточно точно определить необходимую экспозицию. Однако конструкторы искали лучший вариант. Дело в том, что сила света, попадающего на фотоэлемент встроенного экспонометра, и сила того луча, что идет через объектив на светочувствительный слой пленки, все-таки неодинаковы. Идеальным было бы такое конструктивное решение, когда фотоэкспонометр «анализировал» бы луч, прошедший уже через линзы объектива. Вот тогда точность будет максимальной. Первая камера, в которой эта идея воплощена, — фотоаппарат марки «Практика мат» известной оптико-механической фабрики «Пентакон» в Дрездене (ГДР). На одной из выставок в Западной Европе он был признан самым совершенным фотоаппаратом своего класса в мире. «Практикамат» — зеркальный аппарат с размером кадра 24x36 мм. Свет, пройдя через объектив, попадает на зеркало (см. фото — звездочкой обозначено место установки экспонометра), которое переносит изображение через систему призм на видоискатель. Именно здесь — на пути света от зеркала до видоискателя — и встроен фотоэкспонометр. Г. ЫАЛИНИЧЕВ НА Современные автоматические и полуавтоматические фотоаппараты выпускаются во многих странах. Наши фотолюбители и профессионалы пользуются такими камерами, иак «Зенит-6», «ФЭД-10», «Зоркий-11», «Восход». Главная их деталь — суль-фидокадмиевый фотоэлемент или фотоэлектрический энспонометр. Этот прибор определяет точную выдержку с учетом чувствительности пленки и силы света. Такой экспонометр механически связан с установками выдержек и диафрагм. Автоматический аппарат, по сути дела, сам опреде- Пройдя 9—11 раз туда и обратно, слиток превращается 8 квадратную заготовку — блюм — сечением 370 X 370 мм. Если же его прогнать взад-вперед раз 13—15, несколько изменив порядок проходов, то получится сляб — прямоугольная заготовка сечением 100X1мм или 120X100 мм. Из нее заготовки идут в машину огневой зачистки, в которой с поверхности блюмов и слябов удаляются мелкие дефекты, и режутся специальными ножницами на части нужной длины. При этом ножницы создают усилие в 1250 т. Пути слябов и блюмов после разрезания расходятся. Первые передаются на склад, а затем в листопрокатный цех. Вторые—на непрерывно-заготовочный стан, являющийся продолжением блюминга. После «объятий» стана заготовка превращается в квадратную, или плоскую, или круглую — в зависимости, как говорят, от «желания покупателя». Такова принципиальная схема работы блюминга, который вы видите на рисунке. Но на нем не показана одна особенность, отличающая челябинский блюминг от большинства других: он управляется автоматически. Этим заведует центральный пост управления, куда стекается вся информация: где находится слиток, его размеры, температура, положение различных механизмов, нагрузки электродвигателей и многое другое. Информацию собирают датчики, расположенные вблизи от своих «подопечных», и отправляют ее в вычислительную машину. Машина находит оптимальный режим работы и дает команду исполнительным механизмам. Кроме того, в цехе есть свое телевидение. С его помощью оператор может наблюдать работу блюминга ш целом, а также следить за поведением отдельных агрегатов. 34 |








