Техника - молодёжи 1940-05, страница 48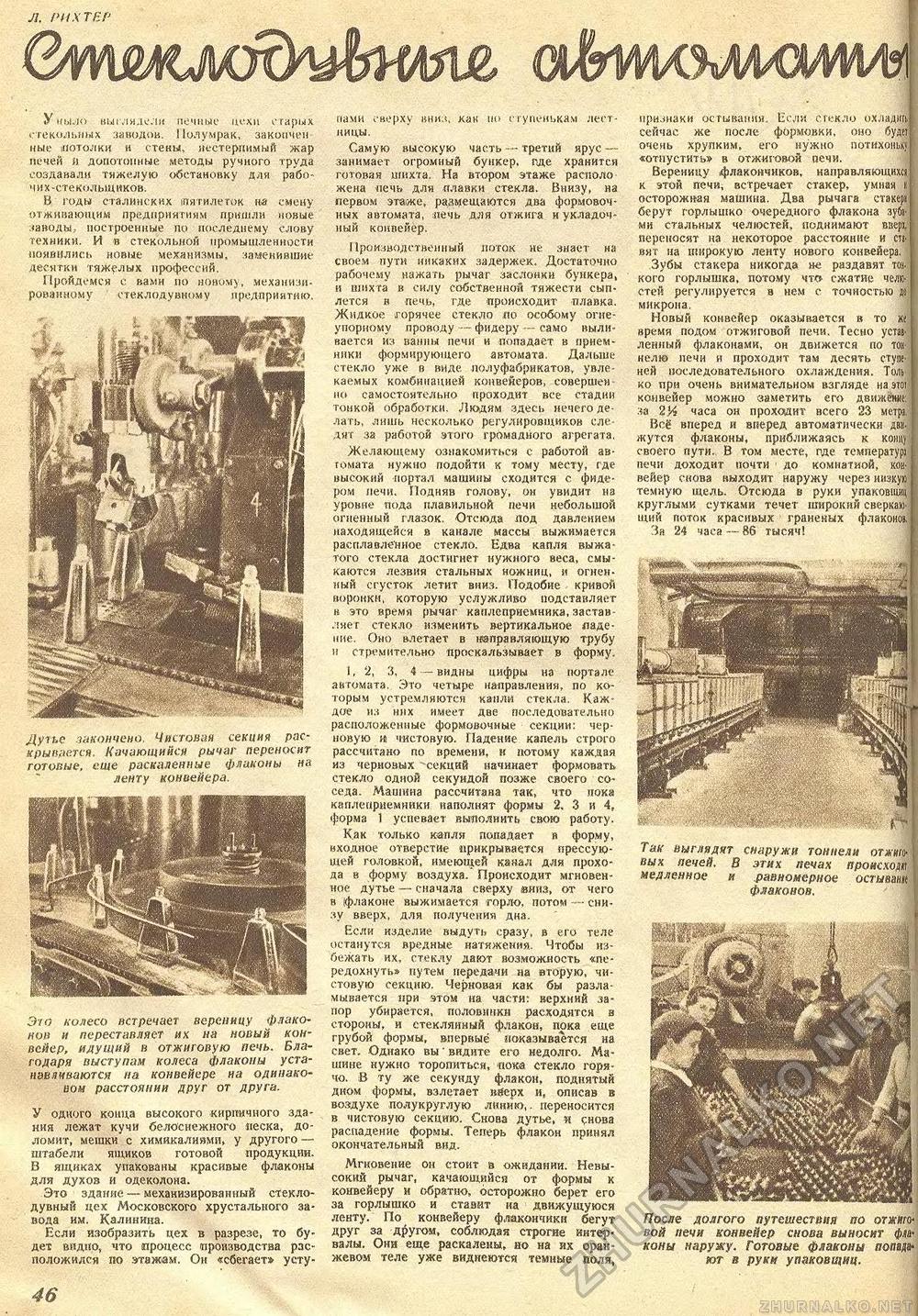
Л. ПИ XT ЕР вттш^чЬшш о^жшзш пами eeepx-y «низ, как ш» с г у пенькам яест- Самую высокую часть — третий ярус — занимает огромный бункер, пде хранится готовая шихта. На втором этаже расположена печь для плавки стекла. Внизу, на первом этаже, размещаются два формовочный конвейер. Производственный поток не знает на своем пути никаких задержек. Достаточно рабочему нажать рычаг заслонки бункера, и шихта в силу собственной тяжести сыплется к печь, где происходит плавка. Жидкое горячее стекло по особому огнеупорному проводу — фидеру — само выливается из ванны печи и попадает в приемники формирующего автомата. Дальше стекло уже в виде полуфабрикатов, увлекаемых комбинацией конвейеров, совершенно самостоятельно проходит все стадии тонкой обработки. Людям здесь нечего делать, лишь несколько регулировщиков следят за работой этого громадного агрегата, Желающему ознакомиться с работой автомата нужно подойти к тому месту, где высокий портал машины сходится с фидером печи. Подняв голову, он увидит на уровне пода плавильной печи небольшой огненный глазок. Отсюда под давлением находящейся в канале массы выжимается расплавленное стекло. Едва капля выжа- каются лезвия стальных ножниц, и огненный сгусток летит вниз. Подобие кривой воронки, которую услужливо подставляет в это время рычаг канлеприемника, заставляет стекло изменить вертикальное падение. Оно влетает в направляющую трубу и стремительно проскальзывает в форму. 1,2, 3, 4 — видны цифры на портале автомата. Это четыре направления, по которым устремляются капли стекла. Каждое из них имеет две последовательно расположенные формовочные секции: черновую и чистовую. Падение капель строго рассчитано по времени, и потому каждая из черновых ^секций начинает формовать стекло одной секундой позже своего соседа. Машина рассчитана так, что пока каплеприемники наполнят формы 2, 3 и 4, форма 1 успевает выполнить свою работу. Как только капля попадает в форму, входное отверстие прикрывается прессующей головкой, имеющей канал для прохода в форму воздуха." Происходит мгновенное дутье — сначала сверху вниз, от чего в флаконе выжимается горло, потом......снизу вверх, для получения дна. Если изделие выдуть сразу, в его теле останутся вредные натяжения. Чтобы избежать их, стеклу дают возможность «передохнуть» путем передачи на вторую, чистовую секцию. Черновая как бы разламывается при этом на части: верхний запор убирается, половинки расходятся в стороны, и стеклянный флакон, пока еще грубой формы, впервые показывается на свет. Однако вы видите его недолго. Машине нужно торопиться, пока стекло горячо. В ту же секунду флакон, поднятый диом формы, взлетает вверх и, описав в воздухе полукруглую линию,- переносится в чистовую секцию. Скова дутье, н снова распадение формы. Теперь флакон принял Мгновение он стоит в ожидании. Невысокий рычаг, качающийся от формы к конвейеру и обратно, осторожно берет его за горлышко и ставит на движущуюся ленту. По конвейеру флакончики бегут друг за другом, соблюдая строгие интервалы. Они еще раскалены, ио на их оранжевом теле уже виднеются темные поля, стекольных заводов. Полумрак, закопченные потолки и стены, нестерпимый жар печей и допотопные методы ручного труда создавали тяжелую обстановку дли рабо- отживающим предприятиям пришли новые заводы, построенные по последнему слову техники. И в стекольной промышленности появились новые механизмы, заменившие десятки тяжелых профессий. Пройдемся с вами по новому, механизированному стеклодувному предприятию. Дутье закончено. Чистовая секция раскрывается. Качающийся рычаг переносит готовые, еще раскаленные флаконы на ленту конвейера. Так выгпя вых печек медленное После долгого путешествия по отжит-вой печи конвейер снова выносит флаконы наружу. Готовые флаконы поп ад* ют в руки упаковщиц. У одного конца высокого кирпичного здания лежат кучи белоснежного песка, доломит, мешки с химикалиями, у другого — штабели ящиков готовой продукции. В ящиках упакованы красивые флаконы для духов и одеколона. Это здание —- механизированный стеклодувный цех Московского хрустального завода им. Калинина. Если изобразить цех в разрезе, то будет видно, что процесс производства расположился по этажам. Он «сбегает» усту нризнаки остывания. Если стекло Охладшь сейчас же после формовки, оно будет очень хрупким, его нужно потихоньку: «отпустить» в отжиговой печи. Вереницу флакончиков, направляющий к этой печи, встречает стакер, умная к осторожная машина. Два рычага стакер! берут горлышко очередного флакона зубами стальных челюстей, поднимают вверь переносят на некоторое расстояние и ставит на широкую ленту нового конвейера. Зубы стакера никогда не раздавят тонкого горлышка, потому что сжатие челестой регулируется в нем с точностью да микрона. Новый конвейер оказывается в то ж< время подом отжиговой печи. Тесно устам ленный флаконами, он движется по тоннелю печи и проходит там десять ступеней последовательного охлаждения. Толь-, ко при очень внимательном взгляде на это? конвейер можно -заметить его движение за 2!4 часа он проходит всего 23 метра. Всё вперед и вперед автоматически движутся флаконы, приближаясь к коину своего пути. В том месте, где температур! печи доходит почти • до комнатной, конвейер снова выходит наружу через низкую темную щель. Отсюда в руки упаковщиц круглыми сутками течет широкий сверкающий поток красивых граненых флаконов За 24 часа —86 тысяч! Это колесо встречает вереницу флаконов и переставляет их на новый конвейер, идущий в отжиговую печь. Благодаря выступам колеса флаконы устанавливаются на конвейере на одинаковом расстоянии друг от друга. 46 |








