Техника - молодёжи 1944-07-08, страница 28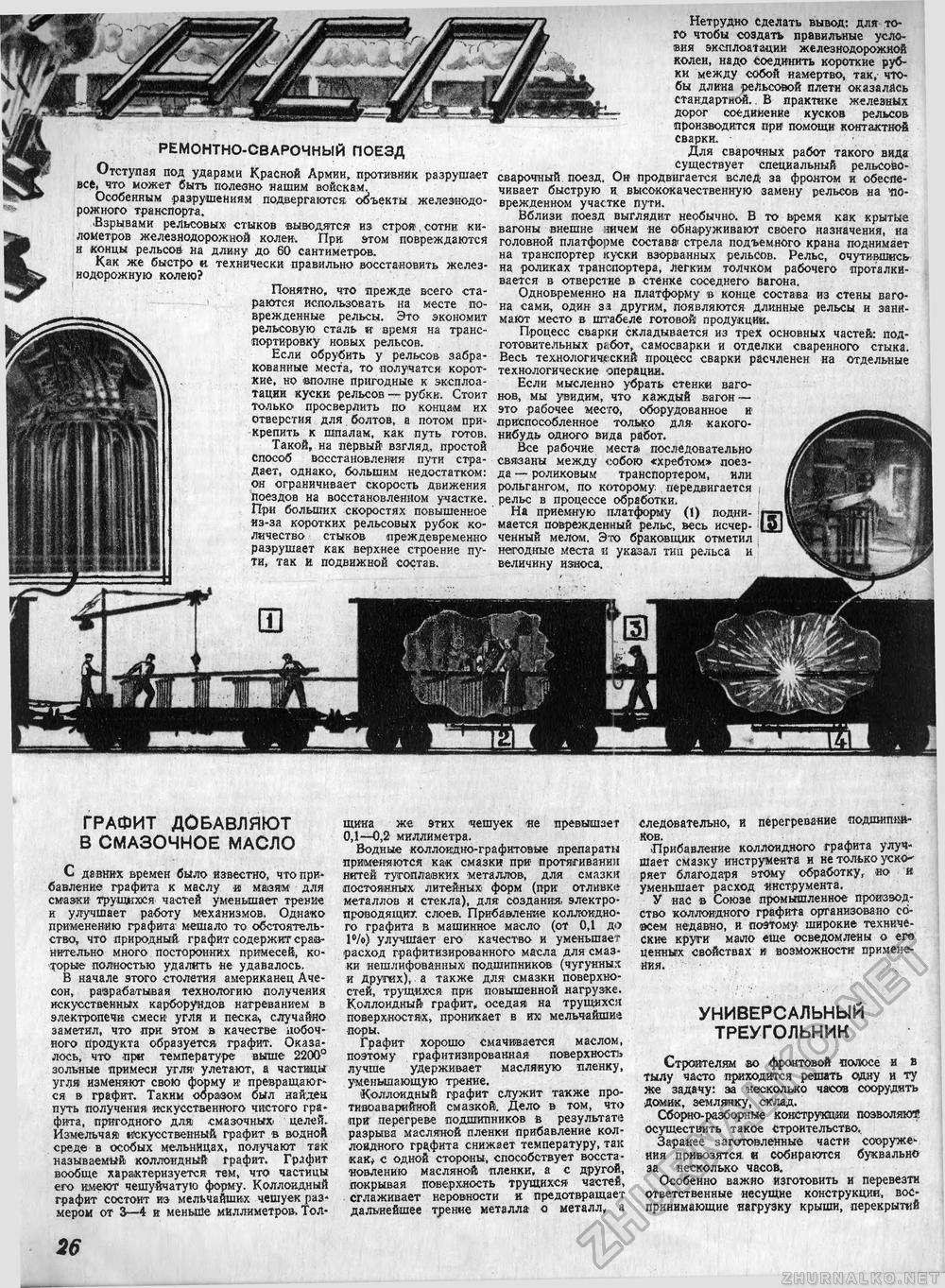
РЕМОНТНО-ОВАРОЧНЫЙ ПОЕЗД Отступая под ударами Краской Армии, противник разрушает все, что может быть полезно нашим войскам. Особенным разрушениям подвергаются объекты железнодорожного транспорта. Взрывами рельсовых стыков выводятся из строя,сотни километров железнодорожной колеи. При атом повреждаются и концы рельсов на длину до 80 сантиметров. Как же быстро и технически правильно восстановить железнодорожную колею? Понятно, что прежде всего стараются использовать на месте поврежденные рельсы. Это экономит рельсовую сталь и время на транспортировку новых рельсов. Если обрубить у рельсов забракованные места, то получатся короткие, но вполне пригодные к эксплоа-тации куски рельсов — рубки. Стоит только просверлить по концам их отверстия для болтов, а потом прикрепить к шпалам, как путь готов. Такой, на первый» взгляд, простой способ восстановления пути страдает, однако, большим недостатком: он ограничивает скорость движения поездов на восстановленном участке. При больших скоростях повышенное из-за коротких рельсовых рубок количество стыков преждевременно разрушает как верхнее строение пути, так и подвижной состав. Нетрудно сделать вывод: для того чтобы создать правильные условия эксплоатэдш железнодорожной колеи, надо Соединить короткие рубки между собой намертво, так, чтобы длина рельсовой плети оказалась стандартной.. В практике железных дорог соединение кусков рельсов производится при помощи контактной сварки. Для сварочных работ такого вида существует специальный рельсово-сварочный поезд. Он продвигается вслед за фронтом и обеспечивает быструю и высококачественную замену рельсов на 'поврежденном участке пути. Вблизи поезд выглядит необычно. В то время как крытые вагоны внешне ничем не обнаруживают своего назначения, на головной платформе состава» стрела подъемного крана поднимает на транспортер куски взорванных рельсов. Рельс, очутившись на роликах транспортера, легким толчком рабочего проталкивается в отверстие в стенке соседнего вагона. Одновременно на платформу © конце состава из стены вагона сами, один за другим, появляются длинные рельсы и занимают место в штабеле готовой продукции. Процесс сварки складывается из трех основных частей: подготовительных работ, самосварки и отделки сваренного стыка. Весь технологический процесс сварки расчленен на отдельные технологические операции, Если мысленно убрать стенки вагонов, мы увидим, что каждый вагон — это рабочее место, оборудованное и приспособленное только для» какого-нибудь одного вида работ. Все рабочие места последовательно связаны между собою «хребтом» поезда — роликовым транспортером, или рольгангом, по которому . передвигается рельс в процессе обработки, ГРАФИТ ДОБАВЛЯЮТ В СМАЗОЧНОЕ МАСЛО С давних времен было известно, что при* бавление графита к маслу и мазям для смазки Трущихся частей уменьшает трение и улучшает работу механизмов, Однако применению графита мешало то обстоятельство, что природный графит содержит сравнительно много посторонних примесей, которые полностью удалить не удавалось, В начале этого столетия американец Аче-сон, разрабатывая технологию получения искусственных карборундов нагреванием в электропечи смеси угля и песка», случайно заметил, что при этом в качестве побочного продукта образуется графит. Оказалось, что- при температуре выше 2200° зольные примеси угля» улетают, а частицы угля изменяют свою форму и превращают* ся в графит. Таким образом был найден путь получения искусственного чистого графита, пригодного для] смазочных- целей. Измельчая! искусственный графит в водной, среде в особых мельницах, получают так называемый коллоидный графит. Графит вообще характеризуется тем, что частицы его имеют чешуйчатую форму. Коллоидный графит состоит из мельчайших чешуек раз* мерой от 3—4 и меньше миллиметров, Тол щина же этих чешуек не превышает 0,1—0,2 миллиметра. Водные коллоидно-графитовые препараты применяются как смазки при протягивании нитей: тугоплавких металлов, для смазки постоянных литейных форм (при отливке металлов и стекла), для создания, электропроводящих слоев. Прибавление коллоидного графита в машинное масло (от 0,1 до 1°/о) улучшает его качество и уменьшает расход графитизированного масла для смазки нешлифованных подшипников (чугунных и других), а также для* смазки поверхностей, трущихся при повышенной нагрузке. Коллоидный» графит* оседая! на трущихся поверхностях, проникает в их мельчайшие поры» Графит хорошо смачивается маслом, поэтому графнтизированная поверхность лучше удерживает масляную пленку, уменьшающую трение. (Коллоидный, графит служит также про-тивоаварийиой смазкой. Дело в том, что при перегреве подшипников в результате разрыва масляной пленки прибавление коллоидного графита снижает температуру, так как* с одной стороны, способствует восстановлению масляной пленки, а с другой, покрывая поверхность трущихся частей, сглаживает неровности к предотвращает дальнейшее трение металла о металл, а следовательно, и перегревание подшишш-ков. Прибавление коллоидного графита улучшает смазку инструмента и не только уско--ряет благодаря этому обработку, но й уменьшает расход 'Инструмента. У нас в Союзе промышленное производство коллоидного графита организовано совсем недавно, и поэтому широкие технические круги мало еще осведомлены о его ценных свойствах и возможности применения. УНИВЕРСАЛЬНЫЙ ТРЕУГОЛЬНИК Строителям во фронтовой полосе и в тылу часто приходится решать одну и ту же задачу: за несколько часов соорудить домик, землянку, склад. Сборно- разборные конструкции позволяю® осуществить такое строительство. Заранее заготовленные части сооруженная привозятся, и собираются буквально за несколько часов. Особенно важно изготовить и перевезти ответственные несущие конструкция, воспринимающие нагрузку крыши, перекрытий 26 |








