Техника - молодёжи 1954-07, страница 20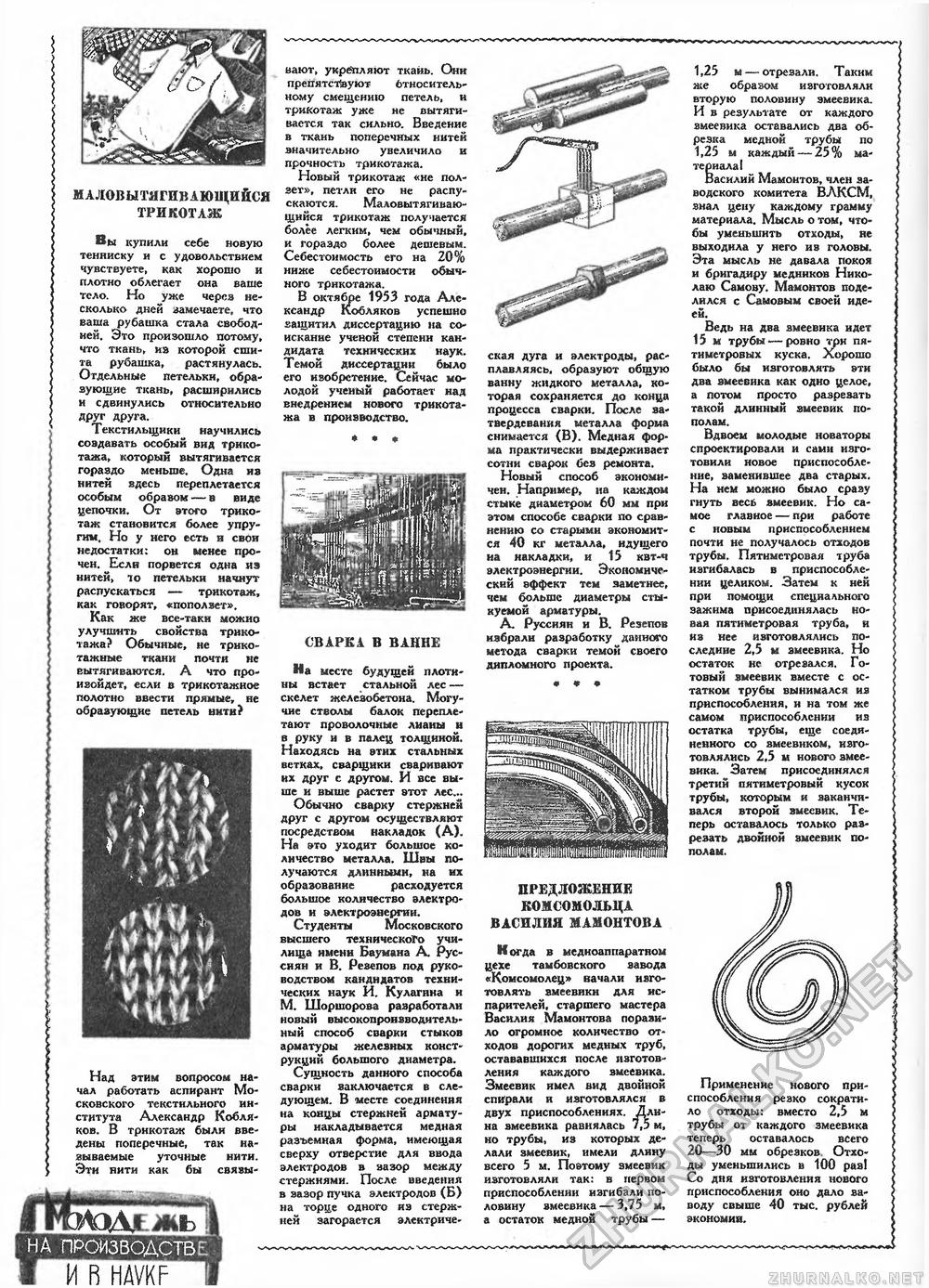
МАЛОВЫТЯГИВАЮЩИЙСЯ ТРИКОТАЖ вы купили себе новую тенниску и с удовольствием чувствуете, как хорошо и плотно облегает она ваше тело. Но уже через несколько дней замечаете, что ваша рубашка стала свободней. Это произошло потому, что ткань, из которой сшита рубашка, растянулась. Отдельные петельки, образующие ткань, расширились и сдвинулись относительно друг друга. Текстильщики научились создавать особый вид трико* тажа, который вытягивается гораздо меньше. Одна из нитей вдесь переплетается особым образом — в виде цепочки. От этого трикотаж становится более упругим, Но у него есть и свои недостатки: он менее прочен. Если порвется одна из нитей, ю петельки начнут распускаться — трикотаж, как говорят, «поползет». Как же все-таки можно улучшить свойства трико-1ажа? Обычные, не трикотажные ткани почти не вытягиваются. А что произойдет, если в трикотажное полотно ввести прямые, не образукн&ие петель нити? Над этим вопросом начал работать аспирант Московского текстильного института Александр Кобля-ков. В трикотаж были введены поперечные, так называемые уточные нити. Эти нити как бы связы- уАЭАЛ-ЖЬ НА ПРОИЗВОДСТВЕ. вают, укрепляют ткань. Они препятствуют бтноситель-ному смещению петель, и трикотаж уже не вытягивается так сильно. Введение в ткань поперечных нитей значительно увеличило и прочность трикотажа. Новый трикотаж «не ползет», петли его не распускаются. Маловытягиьаю-щийся трикотаж получается более легким, чем обычный, и гораздо более дешевым. Себестоимость его на 20% ниже себестоимости обычного трикотажа. В октябре 1953 года Александр Кобляков успешно защитил диссертацию на соискание ученой степени кандидата технических наук. Темой диссертации было его изобретение. Сейчас молодой ученый работает над внедрением нового трикотажа в производство. СВАРКА В ВАННЕ На месте будущей плотины встает стальной лес — скелет железобетона. Могучие стволы балок переплетают проволочные лианы и в руку и в палец толщиной. Находясь на этих стальных ветках, сварщики сваривают их друг с другом. И все выше и выше растет этот лес... Обычно сварку стержней друг с другом осуществляют посредством накладок (А). На это уходит большое количество металла. Швы получаются длинными, на их образование расходуется большое количество электродов и электроэнергии. Студенты Московского высшего технического училища имени Баумана А, Рус-сиян и В. Резепов под руководством кандидатов технических наук И. Кулагина и М. Шоршорова разработали новый высокопроизводительный способ сварки стыков арматуры железных конструкций большого диаметра. Сущность данного способа сварки заключается в следующем. В месте соединения на концы стержней арматуры накладывается медная разъемная форма, имеющая сверху отверстие для ввода электродов в зазор между стержнями. После введения в зазор пучка электродов (Б) на торце одного из стержней загорается электриче ская дуга и электроды, расплавляясь, образуют общую ванну жидкого металла, которая сохраняется до конца процесса сварки. После затвердевания металла форма снимается (В). Медная форма практически выдерживает сотни сварок без ремонта. Новый способ экономичен. Например» на каждом стыке диаметром 60 мм при этом способе сварки по сравнению со старыми экономится 40 кг металла, идущего на накладки, и 15 квт-ч электроэнергии. Экономический эффект тем заметнее, чем больше диаметры стыкуемой арматуры. А. Руссиян и В. Резепов избрали разработку данного метода сварки темой своего дипломного проекта. ПРЕДЛОЖЕНИЕ КОМСОМОЛЬЦА ВАСИЛИЯ МАМОНТОВА Ногда в медноаппаратном цехе тамбовского завода «Комсомолец» начали изготовлять змеевики для испарителей, старшего мастера Василия Мамонтова поразило огромное количество отходов дорогих медных труб, остававшихся после изготовления каждого змеевика. Змеевик имел вид двойной спирали и изготовлялся в двух приспособлениях. Длина змеевика равнялась 7,5 м, но трубы, из которых делали змеевик, имели длину всего 5 м. Поэтому змеевик изготовляли так: в нервом приспособлении изгибали половину змеевика — 3,75 м, а остаток медной трубы — 1,25 м — отрезали. Таким же образом изготовляли вторую половину змеевика. И в результате от каждого змеевика оставались два обрезка медной трубы по 1,25 м каждый — 25% материала! Василий Мамонтов, член заводского комитета ВЛКСМ, знал цену каждому грамму материала. Мысль о том, чтобы уменьшить отходы, не выходила у него из головы. Эта мысль не давала покоя и бригадиру медников Николаю Самову. Мамонтов поделился с Самовым своей идеей. Ведь на два змеевика идет 15 м трубы — ровно три пятиметровых куска. Хорошо было бы изготовлять эти два змеевика как одно целое, а потом просто разрезать такой длинный змеевик пополам. Вдвоем молодые новаторы спроектировали и сами изготовили новое приспособление, заменившее два старых. На нем можно было сразу гнуть весь змеевик. Но самое главное — при работе с новым приспособлением почти не получалось отходов трубы. Пятиметровая труба изгибалась в приспособлении целиком. Затем к ней при помощи специального зажима присоединялась новая пятиметровая труба, и из нее изготовлялись последние 2,5 м змеевика. Но остаток не отрезался. Готовый змеевик вместе с остатком трубы вынимался из приспособления, и на том же самом приспособлении из остатка трубы, еще соединенного со змеевиком, изготовлялись 2,5 м нового змеевика. Затем присоединялся третий пятиметровый кусок трубы, которым и заканчивался второй змеевик. Теперь оставалось только разрезать двойной змеевик пополам. Применение нового приспособления резко сократило отходы: вместо 2,5 м трубы от каждого змеевика теперь оставалось всего 20—30 мм обрезков Отходы уменьшились в 100 раз! Со дня изготовления нового приспособления оно дало за-воду свыше 40 тыс. рублей экономии. И В HAVKF |








