Дом 1997-05, страница 31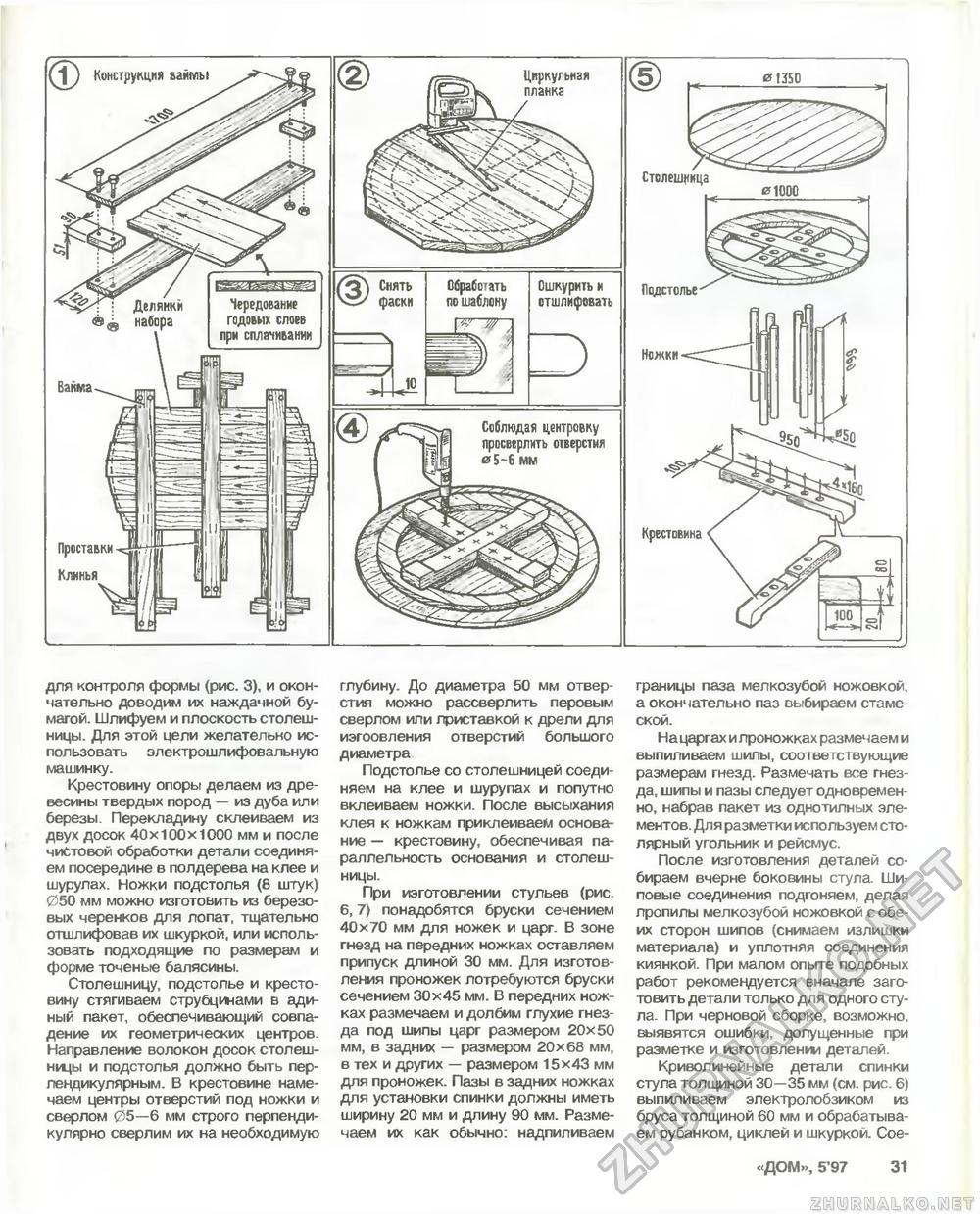
(J) Конструкция ваймы Снять фаски Обработать по шаблону Ошкурить и отшлифовать Соблюдая центровку просверлить отверстия «5-61 Проставим Клинья Крестовина для контроля формы (рис. 3), и окончательно доводим их наждачной бумагой. Шлифуем и плоскость столешницы. Для этой цели желательно использовать электрошлифовальную машинку. Крестовину опоры делаем из древесины твердых пород — из дуба или березы. Перекладину склеиваем из двух досок 40x100x1000 мм и после чистовой обработки детали соединяем посередине в полдерева на клее и шурупах. Ножки подстолья (8 штук) 050 мм можно изготовить из березовых черенков для лопат, тщательно ошлифовав их шкуркой, или использовать подходящие по размерам и форме точеные балясины. Столешницу, подстолье и крестовину стягиваем струбцинами в единый пакет, обеспечивающий совпадение их геометрических центров. Направление волокон досок столешницы и подстолья должно быть перпендикулярным. В крестовине намечаем центры отверстий под ножки и сверлом 05—6 мм строго перпендикулярно сверлим их на необходимую глубину. До диаметра 50 мм отверстия можно рассверлить перовым сверлом или приставкой к дрели для иэгоовления отверстий большого диаметра Подстолье со столешницей соединяем на клее и шурупах и попутно вклеиваем ножки. После высыхания клея к ножкам приклеиваем основание — крестовину, обеспечивая параллельность основания и столешницы. При изготовлении стульев (рис. 6,7) понадобятся бруски сечением 40x70 мм для ножек и царг. В зоне гнезд на передних ножках оставляем припуск длиной 30 мм. Для изготовления проножек потребуются бруски сечением 30x45 мм. В передних ножках размечаем и долбим глухие гнезда под шипы царг размером 20x50 мм, в задних — размером 20x68 мм, в тех и других — размером 15x43 мм для проножек. Пазы в задних ножках для установки спинки должны иметь ширину 20 мм и длину 90 мм. Размечаем их как обычно: надпиливаем границы паза мелкозубой ножовкой, а окончательно паз выбираем стамеской. На царгах и лроножках размечаем и выпиливаем шипы, соответствующие размерам гнезд. Размечать все гнезда, шипы и пазы следует одновременно, набрав пакет из однотипных элементов. Для разметки используем столярный угольник и рейсмус. После изготовления деталей собираем вчерне боковины стула. Шиповые соединения подгоняем, делая пропилы мелкозубой ножовкой с обеих сторон шипов (снимаем излишки материала) и уплотняя соединения киянкой. При малом опыте подобных работ рекомендуется вначале заготовить детали только для одного стула. При черновой сборке, возможно, выявятся ошибки, допущенные при разметке и изготовлении деталей. Криволинейные детали спинки стула толщиной 30—35 мм (см. рис. 6) выпиливаем электролобзиком из бруса толщиной 60 мм и обрабатываем рубанком, циклей и шкуркой. Сое- 31 «ДОМ», 5'97 |








