Техника - молодёжи 1950-05, страница 10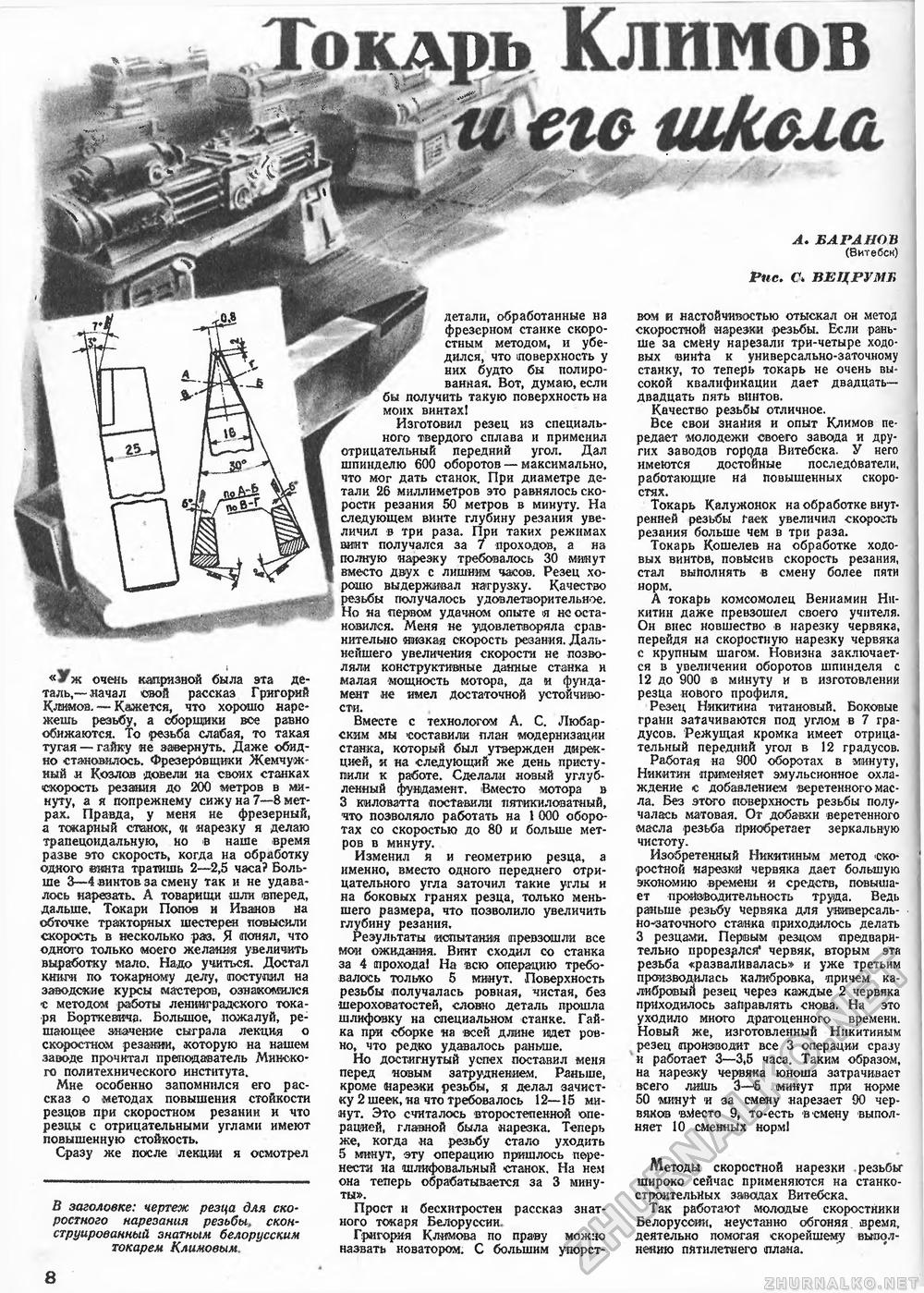
Климов его школа ? у «Уж очень капризной была эта деталь,—начал свой рассказ Григорий Климов. — Кажется, что хорошо нарежешь резьбу, а сборщики вое равно обижаются. То резьба слабая, то такая тугая — гайку не завернуть. Даже обидно становилось. Фрезеровщики Жемчужный и Козлов довели на своих станках скорость резания до 200 метров в минуту, а я попрежнему сижу на 7—£ метрах, Правда, у меня не фрезерный, а токарный станок, и нарезку я делаю трапецоидальную, но в наше время разве это скорость» когда на обработку одного винта тратишь 2—2,5 часа? Больше 3—4 винтов за смену так и не удавалось нарезать. А товарищи шли вперед, дальше. Токари Попов и Иванов на обточке тракторных шестерен повысили скорость в несколько раз, Я понял, что одного только моего желания увеличить выработку мало. Надо учиться. Достал книги по токарному делу, поступил на заводские курсы мастеров, ознакомился с методом работы ленинградского токаря Борткевюча. Большое, пожалуй, решающее значение сыграла лекция о скоростном резании, которую на нашем заводе прочитал преподаватель Минского политехнического института. Мне особенно запомнился его рассказ о методах повышения стойкости резцов при скоростном резании и что резцы с отрицательными углами имеют повышенную стойкость. Сразу же после лекции я осмотрел В заголовке: чертеж резца для скоростного нарезания резьбы, сконструированный знатным белорусским токарем Климовым детали, обработанные на фрезерном станке скоростным методом, и убедился, что поверхность у них будто бы полированная. Вот, думаю, если получить такую поверхность на моих винтах! Изготовил резец из специального твердого сплава и применил отрицательный передний угол. Дал шпинделю 600 оборотов — максимально, что мог дать станок. При диаметре детали 26 миллиметров это равнялось скорости резания 50 метров в минуту. На следующем вйнте глубину резания увеличил в три раза. При таких режимах винт получался за 7 проходов, а на полную нарезку требовалось 30 минут вместо двух с лишним часов. Резец хорошо выдерживал нагрузку. Качество резьбы получалось удовлетворительное. Но на первом удачном опыте >я не остановился. Меня не удовлетворяла сравнительно низкая скорость резания. Дальнейшего увеличения скорости не позволяли конструктивные данные станка и малая мощность мотора, да и фундамент не имел достаточной устойчивости. Вместе с технологом А. С. Любарским мы составили план модернизации станка, который был утвержден дирекцией, и на следующий же день приступили к работе. Сделали новый углубленный фундамент. Вместо мотора в 3 киловатта поставили иятикиловатный, что позволяло работать на 1 000 оборотах со скоростью до 80 и больше метров в минуту. Изменил я и геометрию резца, а именно, вместо одного переднего отрицательного угла заточил такие углы и на боковых гранях резца, только меньшего размера, что позволило увеличить глубину резания. Результаты испытания превзошли все мои ожидания. Винт сходил со станка за 4 прохода! На всю операцию требовалось только 5 минут. Поверхность резьбы получалась ровная, чистая, без шероховатостей, словно деталь п.рошла шлифовку на специальном станке. Гайка при сборке на всей длине идет ровно, что редко удавалось раньше. Но достигнутый успех поставил меня перед новым затруднением. Раньше, кроме нарезки резьбы, я делал зачистку 2 шеек, на что требовалось 12—15 минут. Это считалось второстепенной операцией, главной была нарезка. Теперь же, когда на резьбу стало уходить 5 минут, эту операцию пришлось перенести на шлифовальный станок, На нем она теперь обрабатывается за 3 минуты». Прост и бесхитростен рассказ знатного токаря Белоруссии. Григория Климова по праву можно назвать новатором. С большим упорст- А. ВАРАНОВ (Витебск) Рис. Сk ВЕЦРУМТ* вом и настойчивостью отыскал он метод скоростной иарез-ки резьбы. Если раньше за cMfeHy нарезали три-четыре ходовых BHHta к универсально-заточному станку, то теперь токарь не очень высокой квалификации дает двадцать— двадцать пять винтов. Качество резьбы отличное. Все свои знания и опыт Климов передает молодежи своего завода и других заводов города Витебска. У него имеются достойные последователи, работающие на повышенных скоростях. Токарь Калужонок на обработке внутренней резьбы Гаек увеличил скорость резания больше чем в три раза. Токарь Кошелев на обработке ходовых винтов, повысив скорость резания, стал выполнять в смену более пяти норм. А токарь комсомолец Вениамин Никитин даже превзошел своего учителя. Он внес новшество в нарезку червяка, перейдя на скоростную нарезку червяка с крупным шагом. Новизна заключается в увеличении оборотов шпинделя с 12 до 900 в минуту и в изготовлении резца нового профиля. Резец Никитина титановый. Боковые грани затачиваются под углом в 7 градусов. Режущая кромка имеет отрицательный передний угол в 12 градусов. Работая на 900 оборотах в минуту, Никитин применяет эмульсионное охлаждение с добавлением веретенного масла. Без этого поверхность резьбы получалась матовая. От добавки веретенного масла резьба Приобретает зеркальную чистоту. Изобретенный Никитиным метод скоростной нарезки червяка дает большую экономию времени и средств, повышает производительность труда. Ведь раньше резьбу червяка для универсально-заточного станка приходилось делать 3 резцами. Первым -резцом предварительно прорезался1 червяк, вторым эта резьба «разваливалась» и уже третьим производилась калибровка, причем калибровый резец через каждые 2 червяка приходилось заправлять снова. На это уходило много драгоценного времени. Новый же, изготовленный Никитиным резец производит все 3 операции сразу и работает 3—3,5 часа. Таким образом, на нарезку червяка юноша затрачивает всего лишь минут при норме 50 мину+ и за смену нарезает 90 червяков вместо 9, то-есть в смену выполняет 10 сменных норм! Методы скоростной нарезки резьбы широко сейчас применяются на станкостроительных заводах Витебска. Так работают молодые скоростники Белоруссии, неустанно обгоняя время, деятельно помогая скорейшему выполнению пятилетнего плана. |








