Юный техник - для умелых рук 1980-01, страница 11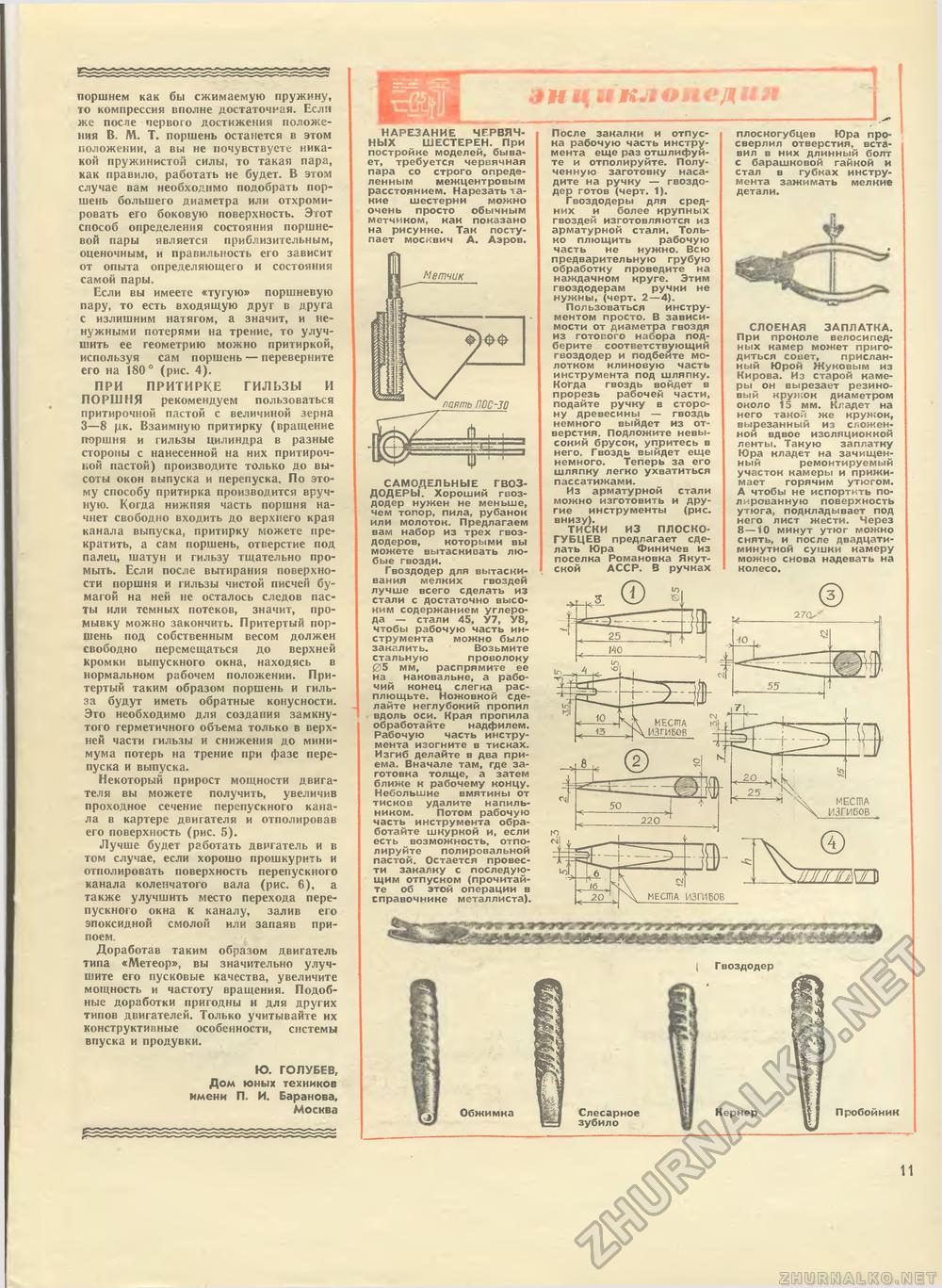
поршнем как бы сжимаемую пружину, то компрессия вполне достаточная. Если же после первого достижения положения В. М. Т. поршень останется в этом положении, а вы не почувствуете никакой пружинистой силы, то такая пара, как правило, работать не будет. В этом случае вам необходимо подобрать поршень большего диаметра или отхромировать его боковую поверхность. Этот способ определения состояния поршневой пары является приблизительным, оценочным, и правильность его зависит от опыта определяющего и состояния самой пары. Если вы имеете «тугую» поршневую пару, то есть входящую друг в друга с излишним натягом, а значит, и ненужными потерями на трение, то улучшить ее геометрию можно притиркой, используя сам поршень — переверните его на 180° (рис. 4). ПРИ ПРИТИРКЕ ГИЛЬЗЫ И ПОРШНЯ рекомендуем пользоваться притирочной пастой с величиной зерна 3—8 рк. Взаимную притирку (вращение поршня и гильзы цилиндра в разные стороны с нанесенной на них притирочной пастой) производите только до высоты окон выпуска и перепуска. По этому способу притирка производится вручную. Когда нижняя часть поршня начнет свободно входить до верхнего края канала выпуска, притирку можете прекратить, а сам поршень, отверстие под палец, шатун и гильзу тщательно промыть. Если после вытирания поверхности поршня и гильзы чистой писчей бумагой на ней не осталось следов пас-ты или темных потеков, значит, промывку можно закончить. Притертый поршень под собственным весом должен свободно перемещаться до верхней Кромки выпускного окна, находясь в нормальном рабочем положении. Притертый таким образом поршень и гильза будут иметь обратные конусности. Это необходимо для создания замкнутого герметичного объема только в верхней части гильзы и снижения до минимума потерь на трение при фазе перепуска и выпуска. Некоторый прирост мощности двигателя вы можете получить, увеличив проходное сечение перепускного канала в картере двигателя и отполировав его поверхность (рис. 5). Лучше будет работать двигатель и в том случае, если хорошо прошкурить и отполировать поверхность перепускного канала коленчатого вала (рис. 6), а также улучшить место перехода перепускного окна к каналу, залив его эпоксидной смолой или запаяв припоем. Доработав таким образом двигатель типа «Метеор», вы значительно улучшите его пусковые качества, увеличите мощность и частоту вращения. Подобные доработки пригодны и для других типов двигателей. Только учитывайте их конструктивные особенности, системы впуска и продувки. Ю. ГОЛУБЕВ, Дом юных техников имени П. И. Баранова, Москва НАРЕЗАНИЕ ЧЕРВЯЧНЫХ ШЕСТЕРЕН. При постройке моделей, бывает, требуется червячная пара со строго определенным межцентровым расстоянием. Нарезать такие шестерни можно очень просто обычным метчиком, кан показано на рисунке. Так поступает москвич А. Аэров. Метчик САМОДЕЛЬНЫЕ ГВОЗДОДЕРЫ. Хороший гвоздодер нужен не меньше, чем топор, пила, рубанон или молоток. Предлагаем вам набор из трех гвоздодеров, которыми вы можете вытаскивать любые гвозди. Гвоздодер для вытаскивания мелких гвоздей лучше всего сделать из стали с достаточно высо-ним содержанием углерода — стали 45, У7, У8, чтобы рабочую часть инструмента можно было закалить. Возьмите стальную проволоку 05 мм, распрямите ее на наковальне, а рабочий конец слегка расплющьте. Ножовкой сделайте неглубокий пропил вдоль оси. Края пропила обработайте надфилем. Рабочую часть инструмента изогните в тисках. Изгиб делайте в два приема. Вначале там, где заготовка толще, а затем ближе к рабочему концу. Небольшие вмятины от тисков удалите напильником. Потом рабочую часть инструмента обработайте шкуркой и, если есть возможность, отполируйте полировальной пастой. Остается провести зака/Шу с последующим отпуском (прочитайте об этой операции в справочнике металлиста). После закалки и отпус-на рабочую часть инструмента еще раз отшлифуйте и отполируйте. Полученную заготовку насадите на ручку — гвоздодер готов (черт. 1). Гвоздодеры для средних и более крупных гвоздей изготовляются из арматурной стали. Только плющить рабочую часть не нужно. Всю предварительную грубую обработку проведите на наждачном круге. Этим гвоздодерам ручки не нужны, (черт. 2- 4). Пользоваться инструментом просто. В зависимости от диаметра гвоздя из готоеого набора подберите соответствующий гвоздодер и подбейте молотком клиновую часть инструмента под шляпку. Когд; гвоздь войдет в прорезь рабочей части, подайте ручку в сторону древесины — гвоздь немного выйдет из отверстия. Подложите невысокий брусок, упритесь в него. Гвоздь выйдет еще немного. Теперь за его шляпку легко ухватиться пассатижами. Из арматурной стали можно изготовить и другие инструменты (рис. внизу). Т КИ ИЗ ПЛОСКОГУБЦЕВ предлагает сделать Юра Финичев из поселка Романовна Якутской АССР. В ручках плоскогубцев Юра просверлил отверстия, вставил в них длинный болт с барашковой гайкой и стал в губнах инструмента зажимать мелкие детали. СЛОЕНАЯ ЗАПЛАТКА. При проколе велосипедных камер может пригодиться совет, присланный Юрой Жуковым из Кирова. Из старой камеры он вырезает резиновый кружок диаметром около 15 мм. Кладет на него таной же кружок, вырезанный из сложенной вдвое изоляционной ленты. Такую заплатку Юра кладет на зачищенный ремонтируемый участок камеры и прижимает горячим утюгом. А чтобы не испортить полированную поверхность утюга, подкладывает под него лист жести. Через 8—10 минут утюг можно снять, и после двадцатиминутной сушки камеру можно снова надевать на нолесо. ©25 МО ------^ лТ Гвоздодер Обжимка Слесарное зубило Кернер Пробойник |








