Юный техник - для умелых рук 1985-10, страница 7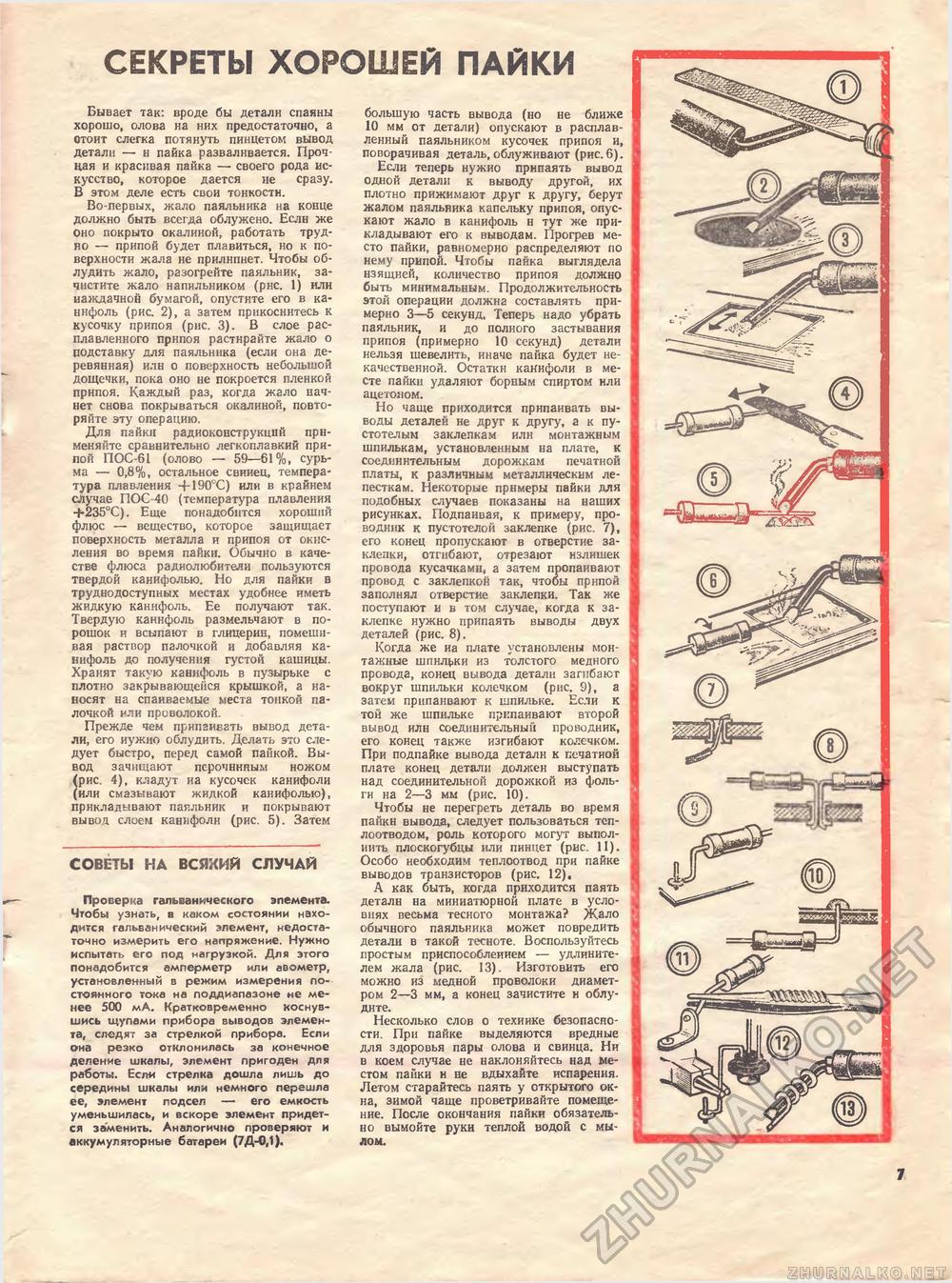
СЕКРЕТЫ ХОРОШЕЙ ПАЙКИ I Бывает так: вроде бы детали спаяны хорошо, олова на них предостаточно, а отоит слегка потянуть пинцетом вывод детали — н пайка разваливается. Прочная и красивая пайка — своего рода искусство, которое дается ие сразу. В этом деле есть свои тонкости. Во-первых, жало паяльника на конце должно быть всегда облужено. Если же оно покрыто окалиной, работать трудно — припой будет плавиться, ю к поверхности жала не прилипнет. Чтобы об-лудить жало, разогрейте паяльник, зачистите жало напильником (рнс. 1) или наждачной бумагой, опустите его в канифоль (рис. 2), а затем прикоснитесь к кусочку припоя (рнс. 3). В слое расплавленного припоя растирайте жало о цодставку для паяльника (если она деревянная) илн о поверхность небольшой дощечки, тока оно не покроется пленкой припоя. Каждый раз, когда жало начнет снова покрываться окалиной, повторяйте эту операцию. Для пайки радиоконструкций применяйте сравнительно легкоплавкий припой ПОС-61 (олово — 59—61%, сурьма — 0,8%, остальное свииец, температура плавления +190°С) нли в крайнем случае ПОС-40 (температура плавления +235°С). Еще понадобится хороший флюс — вещество, которое защищает поверхность металла и припоя от окисления во время панки. Обычно в качестве флюса радиолюбители пользуются твердой канифолью. Но для пайки в труднодоступных местах удобнее иметь жидкую канифоль. Ее получают так. Твердую канифоль размельчают в порошок и всыпают в глицерин, помешивая раствор палочкой и добавляя канифоль до получения густой кашицы. Хранят такую канифоль в пузырьке с плотно закрывающейся крышкой, а наносят на спаиваемые места тонкой палочкой или проволокой. Прежде чем припаивать вывод детали, его иужио облудить. Делать это следует быстро, перед самой пайкой. Вывод зачищают перочинным ножом (рис. 4), кладут иа кусочек канифоли (или смазывают жидкой канифолью), прикладывают паяльник и покрывают вывод слоем канифоли (рис. 5). Затем СОВЕТЫ НА ВСЯКИЙ СЛУЧАЙПроверка гальванического элемента. Чтобы узнать, в каком состоянии находится гальванический элемент, недостаточно измерить его напряжение. Нужно испытать его под нагрузкой. Для этого понадобится амперметр или авометр, установленный в режим измерения постоянного тока на поддиапазоне не менее 500 мА. Кратковременно коснувшись щупами прибора выводов элемен-та, следят за стрелкой прибора. Если она резко отклонилась за конечное деление шкалы, элемент пригоден для работы. Если стрелка дошла лишь до середины шкалы или немного перешла ее, элемент подсел — его емкость уменьшилась, и вскоре элемент придется за>менить. Аналогично проверяют и аккумуляторные батареи (7Д-0,1), большую часть вывода (но не ближе 10 мм от детали) опускают в расплавленный паяльником кусочек припоя и, поворачивая деталь, облуживают (рис.6). Если теперь нужно припаять вывод одной детали к выводу другой, их плотно прижимают друг к другу, берут жалом паяльника капельку припоя, опускают жало в канифоль н тут же прикладывают его к выводам Прогрев место пайки, равномерно распределяют по нему припой. Чтобы пайка выглядела изящней, количество припоя должно быть минимальным. Продолжительность этой операции должна составлять примерно 3—5 секунд. Теперь надо убрать паяльник, и до полного застывания припоя (примерно 10 секунд) детали нельзя шевелить, иначе пайка будет некачественной. Остатки канифоли в месте пайки удаляют борным спиртом или ацетоном. Но чаще приходится припаивать выводы деталей не друг к другу, а к пустотелым заклепкам илн монтажным шпилькам, установленным на плате, к соединительным дорожкам печатной платы, к различным металлическим лепесткам. Некоторые примеры пайки для подобных случаев показаны на наших рисунках. Подпаивая, к примеру, проводник к пустотелой заклепке (рис. 7), его конец пропускают в отверстие заклепки, отгибают, отрезают излишек провода кусачками, а затем пропаивают провод с заклепкой так, чтобы прнпой заполнял отверстие заклепки. Так же поступают и в том случае, когда к заклепке нужно припаять выводы двух деталей (рис. 8). Когда же иа плате установлены монтажные шпильки из толстого медного провода, конец вывода детали загибают вокруг шпильки колечком (рис. 9), а затем припаивают к шпильке. Если к той же шпильке припаивают второй вывод илн соединительный проводник, его конец также изгибают колечком. При подпайке вывода детали к печатной плате конец детали должен выступать над соединительной дорожкой из фольги на 2—3 мм (рис. 10). Чтобы не перегреть деталь во время пайкн вывода, следует пользоваться теп-лоотводом, роль которого могут выполнить плоскогубцы или пинцет (рис. 11). Особо необходим теплоотвод при пайке выводов транзисторов (рис. 12). А как быть, когда приходится паять детали на миниатюрной плате в условиях весьма тесного монтажа? Жало обычного паяльника может повредить детали в такой тесноте. Воспользуйтесь простым приспособлением — удлинителем жала (рис. 13). Изготовить его можно из медной проволоки диаметром 2—3 мм, а конец зачистите и облу-днте. Несколько слов о технике безопасности. При пайке выделяются вредные для здоровья пары олова и свинца. Ни в коем случае не наклоняйтесь над местом пайки и не вдыхайте испарения Летом старайтесь паять у открытого ок на, зимой чаще проветривайте помеще ние. После окончания пайки обязатель но вымойте руки теплой водой с мы лом. ¥ ^ f 7 |








